
RoMANIAC
Користувач+Повідомлення, опубліковані користувачем RoMANIAC
-
-
, tosi написав:марку і товщину титану мусите підбирати під себе, тут я вам не порадник. Я використовую і 1мм, і 1.2мм, і 1.5мм, це від детальок що анодуються залежить. Контакт - один з самих важливих факторів при анодуванні
")

 3
3 -
, Y.fowler. написав:А що там не так? Контакт може зникнути?
ото білого нальоту оксиду титану не повинно бути і так ,якщо кисень і азот підсмокатло в структуру шва, то воно може тріснути і відвалити, по характеристиках окислений шов дуже схожий на скло.
0 -
, tosi написав:марку і товщину титану мусите підбирати під себе, тут я вам не порадник. Я використовую і 1мм, і 1.2мм, і 1.5мм, це від детальок що анодуються залежить. Контакт - один з самих важливих факторів при анодуванні
але то хтось "присрав" титан *смайлик закрив очі*
0 -
, tosi написав:загалом не питання, а просто ділюсь інформацією
") вчора анодував якісь детальки, сплав мені не відомий, але судячи по результату, якийсь досить чистий алюміній. Так от анодний шар сам по собі був вже дуже темного кольору, майже чорний. Барвник зайшов чудово, колір радикально чорний. Але після того як я прокипятив деталі в якійсь хімці американській, щось повязано з нікельом, ну типу щоб закрити пори. Анодний шар повідлущувався, сам по собі анодний шар дуже міцний і товстий, надфіль ковзає і абсолютно не чіпляється, міцність на дуже високому рівні. Думаю що товщина анодного шару, 3-5 соток, але він став крихким
вчора анодував якісь детальки, сплав мені не відомий, але судячи по результату, якийсь досить чистий алюміній. Так от анодний шар сам по собі був вже дуже темного кольору, майже чорний. Барвник зайшов чудово, колір радикально чорний. Але після того як я прокипятив деталі в якійсь хімці американській, щось повязано з нікельом, ну типу щоб закрити пори. Анодний шар повідлущувався, сам по собі анодний шар дуже міцний і товстий, надфіль ковзає і абсолютно не чіпляється, міцність на дуже високому рівні. Думаю що товщина анодного шару, 3-5 соток, але він став крихким 
Чистий Алю не дає "кольорової" анодної плівки, тобто різних відтінків - плівка в АД0 максимально прозора - відтінки по анодній плівці дають різні домішки в сплавах:
мідь - дає оливковий(хакі) відтінок і чим товстіший шар, тим насиченіший колір аноду.не віриш можу дати жменю пластинок АД0 (99,5% алюмінію) для експериментів
по памяті магнієві домішки (АМГ) якарз дають темно сіру плівку і знову при товстіших шарах анодної плівки, більших на 3-5 сотокВ95(7075) має цинку 5-7% міді 2%, Д16(2024) має міді до 5% - його плівка при твердому анодуванні буде більш зеленіша ніж В95(7075) - я думаю через те що при реагуванні з кислотої оті дрібні домішки міді перетворюються у солі і дають легенький відтінок
0 -
А я далі зі "своїм" "неправильним" анодуванням.
Зварювальний апарата, елетроліт був чи 0 чи +5, струм хз, бульки валили добре, витримка пару хвилин, промивка під краном і чорнило від принтера
Деталі вже стояли на байку,трохиокислились ,я їх легенько почистив, але не ідально, і лист без поверхневої обробки, хто не вкурсі, катаний Алю лист, якщо місцями він був фрезерований, а місцями ні, то анодна плівка дає різну структуру і від того пігмент по різному в неї проникає і дає різні відтінки.Але з грубшого я результатм цілком задоволений

 2
2 -
2 години тому, Олек77 написав:Якою мовою? FAQ - англійською. Може так варто і написати?
Доречі, каталог сверл (ЧАВО 85)!!!! "ЧАВО"!
самі свердла вже виправлено @softm дякую.і наступне
 0
0 -
роботи не початий край..
 0
0 -
Маю два питання щодо роботи сайту:
1. Чому він такий тугий? Чому він так важко вантажиться, в порівнянні з іншими сайтами? Це завжди було і відчувалось, але таке враження, що чим далі тим гірше.
2. Коли сайт повністю перейде на державну мову?!
 0
0 -
, ZeS написав:Пане Романе вітаю. Підкажіть будьласка по шпгт, є дешевші, є дорожчі, між ними є реальна різниця? Як розрізнити дешевшу від дорожчої?
Нажаль не спеціаліст, сам вперше купував.
Відносно ціни пояснили одну річ: є випалені, вони дорожчі, якщо хочете працювати 800-1200 градусів, краще барти їх або брати не випалені дешевші і самому випалювати
1 -
Хм,цікавий колір для 6082, не очікував такого.
Дякую, але і він неідельний,буває пливе...
0 -
А я далі "неправильний" твердий анод роблю: зварювальний апарат, струм хз, але бульки активно фігачать, витримка пару хв.
сплави 7075 і темно оливковий це Д16Т дає, на сліди від затичскачів уваги не звертайте..


 3
3 -
А що за сплав відомо?
Цікавий колір плівки.
0 -
По логіці так: якщо всі деталі на одній підвісці і під’єднані до спільного аноду, то сума всіх площин сумується і відносно неї підбирається струм.
1 -
19 годин назад, Кулибкин написав:Хто спєц-тєорєтік, який там шаг ТОЧНО, В ММ повинен бути ? Бо є дещо з написом 5/8, але різьбомір швидко не найду, а кортить розібратися...
5/8" 24 tpi
це 5/8 віддюйма, тобто від 25,4 мм: 5/8*25,4=15,875 мм - діаметр
24 tpi - це 24 нитки на дюйм, тобто знову 25,4 мм, але тепер ділимона 24 = 1,058333333 мм - це крок різьби
Мені дали гайку, яка зариває ту різьбу, точну собі калібр і по ньому буду міряти і так всю різьбу нарізаю різцем, бо метчик то до одного місця...
0 -
, ОЛЕКСА написав:Дякую, в курсі. Просто запитав неподумавши, та і шестерні зараз доробити то мабуть по часові не вийде.
спробуйте спочатку пошукати.
я до свого 1Е61МТ, щось на барахолці шукав, щось робив (широку шестерню на підшипниках), щось тут дозамовляв і лише посадку розточував https://refit.com.ua/ua/zubchasti-kolesa.html
0 -
-
якщо хто має такий метчик, міг би нарізати пару гайок навіть в дюралі, я би таку купив і її вже би використав як калібр щоб зробити
0 -
І мені треба, але було б краще, якби хтось калібр зробив, я працюю по титану, там лише різцем різьба адекватно ріжеться
0 -
, Bruiser написав:Крото і як фрезерується ?
Яка його собівартість виходить ?
в залежності хто яку ціну за фрезерування хоче, від ~150 до 200$ і фрезерується по різному в залеждності чи вт1-0 чи вт6, не всі вміють титан обробляти ,в одних йде оджна твердосплавна фреза на 1 деталь, інші взагалі р6м5, кажуть, умудряються фрезерувати..
0 -
Я з титану мучу....
 3
3 -
-
ну так на ньому все пише Saimp FUR-2/m
А це рік 1904 чи 1964, Гугл видав побратима https://www.newmac.com.au/saimp-fur2n-universal-milling-machine-415v-stock/
0 -
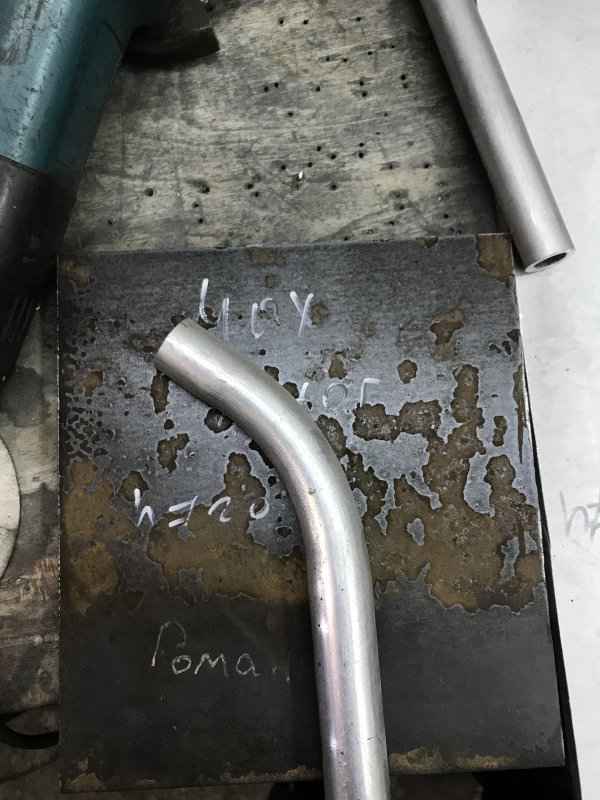
АД35(6082) Т6 без відпуску труба 25х2, радіус 120 мм
а от титан Пт-7м 25х1 в такий радіус вже не гнеться, йде гармошкою навіть з піском і нагрівом.
щоб зняти термообробку Т6 достатньо труба намастити милом, як індикатор і нагріти поки воно не почорніє.
термообробку Т6 можу зробити, маю піч на ~450л (1300х650х550), але це дороге задоволення.
 0
0 -
Якщо фрезернути "правильні" матриці, то шгнеться без проблем
0

в Барахолка - Куплю, Замовлю виріб, Шукаю виконавця, робітника
Опубліковано:
ок, я подивлюсь