
Gnevko
КористувачіУсі публікації користувача Gnevko
-

З альбому Фрезеровочный станок
-
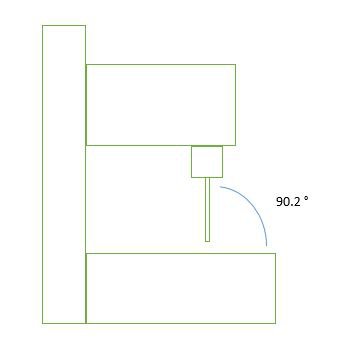
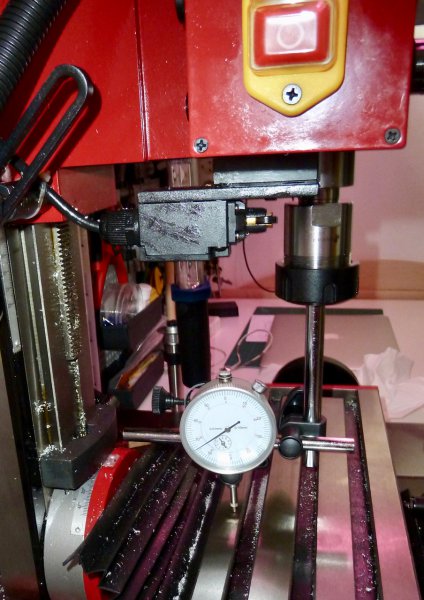
Панове, разобрал я сегодня полностью стол, провел измерения непосредственно на самом основании -результат практически тот же, то есть сам координатный стол можно исключить из списка подозреваемых. Осталось выяснить, это либо угол между колонной и шпинделем или между колонной и основанием. Мне правда совсем не приходит на ум метод, которым можно было бы измерить угол наклона между колонной и основанием с достаточной точностью... там угольником на прямую не подлезешь, мешает сам поворотный механизм. Даже как то и не ловко признаться, но измерения я интерпретировал не правильно, ось вращения шпинделя таки завалена во внутрь. Хотя сильно сути это наверное не меняет.
-
Меня немного только удивляет, что заваливается не на ту сторону, что тяжелее (там где шпиндель и мотор), а в противоположную ...
-
Откуда такие замечательные фотки? Нету у него шестерен, там ремень, поэтому его и выбрал, с шестернями, говорят, намного больше шума.
-
-
З альбому Фрезеровочный станок
-
Спасибо за советы и идеи! Ось вращения как раз не наклонена вперед, а завалена назад на те самые 0,2 относительно поверхности стола. Для начала я наверное все же решусь его полностью разобрать, вычистить и поновой смазать. Может где то какая то стружка у китайцев между соединительными узлами попала... надежда слабая, но все же ...
-
Станок Sieg SX2L, продаваемый под маркой Paulimot (https://www.paulimot.de/fraesmaschinen/mit-vario-antrieb/1457/bohr/fraesmaschine-sieg-sx2l-mit-buerstenlosem-motor-und-neigbarer-z-saeule?c=8). Движок 500 ватт, постоянного тока, шестеренок нет - ременная передача. А в остальном китай как есть. А комплектация - так то я дополнительно брал, начиная с тех самых прижимов и заканчивая паралельками, фрезами, цангами и прочей оснасткой, осталось только разориться на расточную головку и поворотный/делительный столик. Подобный станок производства полугермания стоит около 3000 евро.
-
Так в том то и дело, что в том направлении, в котором вращается колонна погрешность не такая большая... а вот по NOD - в этой прокосит выставлять нечем, разве что подкладки куда то вставлять.
-
З альбому Фрезеровочный станок
-

З альбому Фрезеровочный станок
-
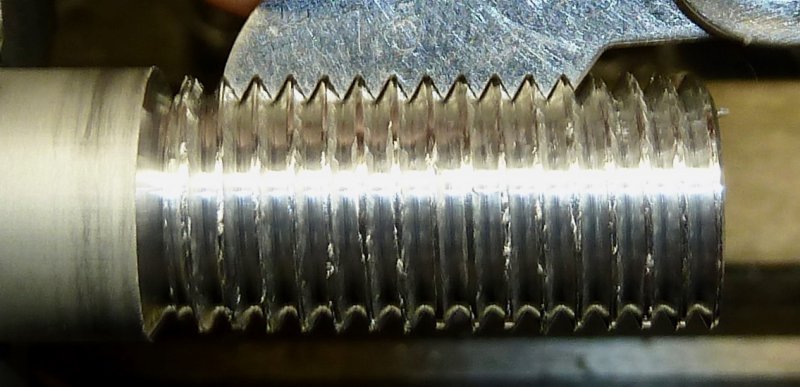
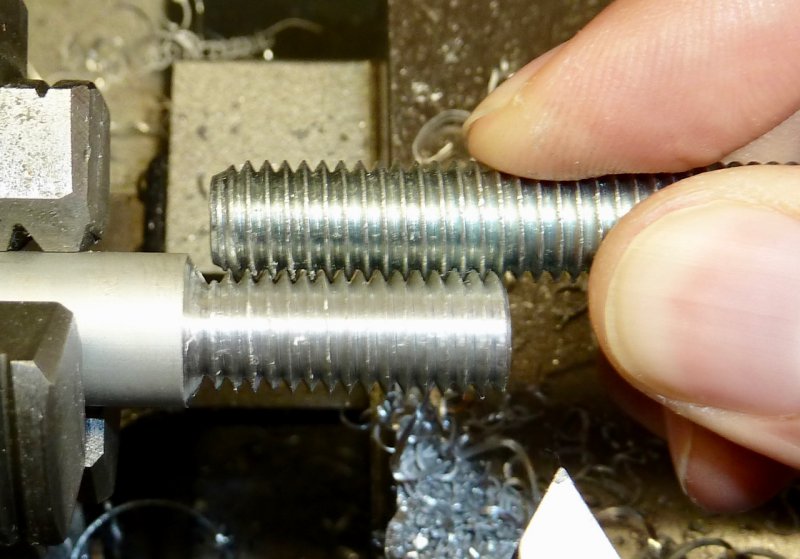
После исправления багов, танцев с бубнами и прочего умиротворительного рукоделия: Резьба М10. На этом можно поставить жирную запятую и с уверенностью заявить, что одного срабатывания энкодера на оборот шпинделя вполне достаточно для синхронизации скорости вращения шпинделя и скорости подачи суппорта, так же как и для практически 100% повторяемости заходов. При этом останавливать шпиндель, менять направление его вращения, выдергивать ходовую гайку (благодаря электронным упорам), и тд - совершенно не нужно. Бетта версия: https://github.com/Gnevko/Lathe-Arduino-Assistant/tree/V-01-01-BETTA Пользуйтесь на здоровье!
-

З альбому Paulimot Project
-

З альбому Paulimot Project
-
Решил все же проверить, сколько расчетных шагов делает двигатель за один оборот шпинделя при шаге 1.5 мм на синхронной подаче, благо сделать это оказалось достаточно просто. Результат: при 200 шагах получил значение от 149 до 151, что в принципе ок, все же прерывания не предназначены на вывод информации через Serial (но для тестирования пойдет). При 800 шагах, вместо ожидаемых 600 шагов было уже 593-594, то есть на одном обороте шпинделя терялось где то 7-6 шагов (а это почти 2 сотки), и это при том, что расчет интервала шага был уже исправлен. Более того, картина становилась тем грустнее, чем выше была скорость вращения шпинделя. Пришлось признать, что алгоритм исполнения шагов, описанный в этом посте, оказался мягко говоря не идеальным. Ну бывает ... В итоге применил другой подход, которые оказался намного эффективнее как с точки зрения кол-ва выполняемых операций внутри прерывания пот таймеру, так и с точки зрения загрузки "процессора" в целом. Теперь таймер вместо 20 микросекунд, срабатывает с интервалом, который соответсвует вычисленным паузам между шагами. Как только скорость меняется, таймеру присваевается новое значение интервала. В итоге стабильные +-600 шагов на скорости до 750 оборотов (дальше не смотрел, нужно было перебрасывать ремни).
-
Итак, результат при 200 шагах на оборот шаговика: однако 200 - это уж совсем грустно, давайте ка попробуем на 800 ...
-
З альбому Paulimot Project
-
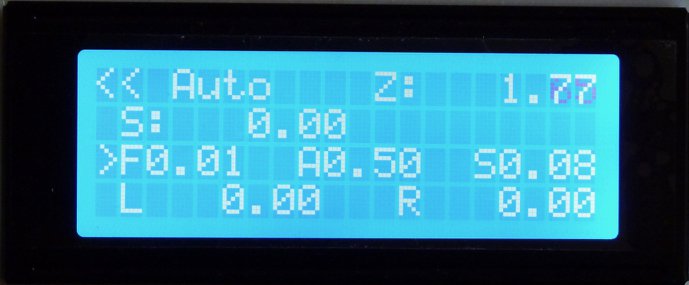
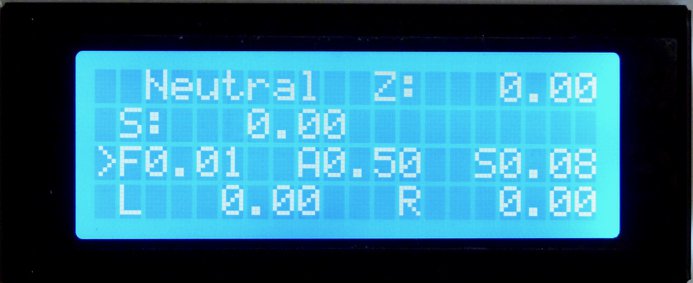
Между делом добавил описание расположения элементов на дисплее: Пару примеров:
-
З альбому Paulimot Project
-
З альбому Paulimot Project
-
Вы конечно же правы ... и тут вспомнил я, что где то бы у меня набор для нарезание резьб разных и к нему прикладовались шаблончики для определения шага резьбы, тоже конечно не идеал, но все же. В общем, после всех танцев с бубнами, после коих результат был уже более или менее вменяемый, решил я все же попробовать 200 шагов на оборот шагового двигателя: Завтра попробую нарезать уже полноценную резьбу, потом попробую все же на 400 микрошагах. Строймаговский болт, кстати, садиться в этот шаблон просто как влитой.
-

З альбому Paulimot Project
-
Перед тем как уменьшать кол-во микрошагов, решил проверить формулы расчета от и до, сравнивая промежуточные результаты с Exel, на преобразованиях типов нашлись еще 300 микросекунды на один шаг. После возврата на тип переменных float, разнице между результатами в Exel и Ардуино составила всего лишь 2 микросекунды, вместо 350 ранее. Результат не идеален, но намного лучше чем был раньше.
-
З альбому Paulimot Project
-
Спасибо, дельный совет! Точность более 0.01мм тут не поймать никогда, не того уровня станок, тут вы совершенно правы.