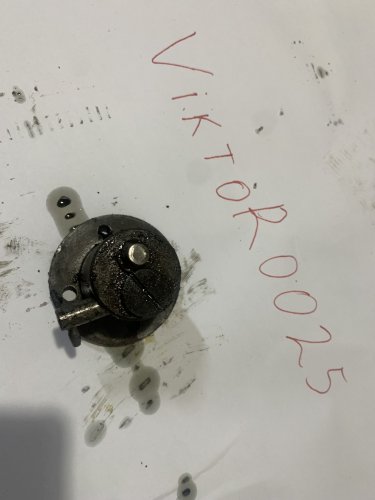
#241472 Опубліковано: 29 травня, 2020 Доброго часу доби товариство, Є задача по відновленню корзини щеплення. Матеріал корзини якийсь алюмінієво-кремнієво-мідний сплав. Варилося довго і важко (півтора дні), від зварювання корзину у фланці стягло десь на 1-1,5мм, точно наразі невідомо. Діаметр корзини 560мм, висота десь 200мм, але збоку є виступ, який унеможливлює обробку на токарному. З чистих місць корзини стає зрозуміло, що фланець з заводу йде фрезерований (видно сліди фрези торця і стрічки фрези). Якби треба було просто зверху обдерти - не було б і питання, а так - маю сумніви, бо на фото видно, що там є установочний борт і його напевне слід зберегти. Чи вартує братись за таку роботу і як найкраще це зробити? Поки що є такі дві ідеї: 1) виставити на фрезер поворотний стіл (300мм), обкататись, визначити центр, площину і не квапливо фрезерувати до стану "всюди бере". Проблема у габаритах, доведеться виставляти на підвищеннях, щоб бічний виступ не впирав у ручку і лімб. 2) Виставитись на столі, обкататись і визначити центр, площину, і через код: G90 G17 (абсолютні координати, площина XY) G01 Y50 F100 (підійти до краю зі швидкістю 100мм/хв) G01 Z-0.2 (заглибитись на 0,2мм) G02 I282 F500 (зробити коло за годинниковою стрілкою радіус 282мм, подача 500мм/хв) G01 Z0 (підняти фрезу) G01 Y0 F100 (повернутись у вихідну точку) зробити коло фрезою. Потім почергово спочатку довести Z до -4мм і I до 280мм. Можна через О код і просто міняти параметри, але то вже нюанси. Як зробити і чи вартує заморочуватись взагалі? 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241478 Опубліковано: 30 травня, 2020 это "колокол" коробки передач а не корзина сцепления,думал реально кому то пришло в голову ремонтировать неремонтируемое.Колокол достаточно обработать ручной машинкой с шарошкой,точность строго на глаз,чтоб выступания не было.И только в местах стыков.Судя по фотке работы на полчаса. 2 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241482 Опубліковано: 30 травня, 2020 Я в тому не розбираюсь, перший раз таке бачу, як сказали, так і називаю. Тобто це невідповідальний вузол, братись не вартує і треба радити просто вручну пошліфувати. Трохи дивно, бо сам замовник чомусь дуже заморочується з тим, напевне теж уперше має з тим справу. Дуже дякую за допомогу, панове! 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241484 Опубліковано: 30 травня, 2020 Такой "колокол" стоит на гидромуфте. Соосность отверстия должна быть достаточной ,чтобы после установки подшипника и сальника, не было биения. В идеале, должно быть, 0. Но судя по всему, такое не получится. Делали такое для крана "Готвальд" десятитонный. На 1к625. Там едва-едва попадало над направляйками. Плита переходная, фланец, сверлились отверстия, направляющая бобышка и много времени... В итоге толком не получилось. Масло через сальник подтекать. Но возможно были ещё какие-то нюансы, уже не помню. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241485 Опубліковано: 30 травня, 2020 Стоит или нет браться за работу? Такого не купить, тем более нового. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241497 Опубліковано: 30 травня, 2020 2 години назад, Металлист написав: Плита переходная, фланец, сверлились отверстия, направляющая бобышка и много времени... До речі, так і є. Той дзвін розвалився на частини, тому проварено через отвори і просять їх теж відновити. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241503 Опубліковано: 30 травня, 2020 4 часа назад, Гаврилів Василь сказал: Тобто це невідповідальний вузол Очень даже себе ответственный и нагруженный узел 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241505 Опубліковано: 30 травня, 2020 @Stebium1 Ага, тобто на вашу думку все ж відповідальнй і підшарошити не вийде. Тоді як варто зробити і чи варто взагалі? @Металлист Я так розумію, ви радите пробувати, але якщо відпав ДІП, то на чому і як? 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241506 Опубліковано: 30 травня, 2020 11 час назад, Гаврилів Василь сказал: Доброго часу доби товариство, Є задача по відновленню корзини щеплення. Матеріал корзини якийсь алюмінієво-кремнієво-мідний сплав. Варилося довго і важко (півтора дні), від зварювання корзину у фланці стягло десь на 1-1,5мм, точно наразі невідомо. Діаметр корзини 560мм, висота десь 200мм, але збоку є виступ, який унеможливлює обробку на токарному. З чистих місць корзини стає зрозуміло, що фланець з заводу йде фрезерований (видно сліди фрези торця і стрічки фрези). Якби треба було просто зверху обдерти - не було б і питання, а так - маю сумніви, бо на фото видно, що там є установочний борт і його напевне слід зберегти. Чи вартує братись за таку роботу і як найкраще це зробити? Поки що є такі дві ідеї: 1) виставити на фрезер поворотний стіл (300мм), обкататись, визначити центр, площину і не квапливо фрезерувати до стану "всюди бере". Проблема у габаритах, доведеться виставляти на підвищеннях, щоб бічний виступ не впирав у ручку і лімб. 2) Виставитись на столі, обкататись і визначити центр, площину, і через код: G90 G17 (абсолютні координати, площина XY) G01 Y50 F100 (підійти до краю зі швидкістю 100мм/хв) G01 Z-0.2 (заглибитись на 0,2мм) G02 I282 F500 (зробити коло за годинниковою стрілкою радіус 282мм, подача 500мм/хв) G01 Z0 (підняти фрезу) G01 Y0 F100 (повернутись у вихідну точку) зробити коло фрезою. Потім почергово спочатку довести Z до -4мм і I до 280мм. Можна через О код і просто міняти параметри, але то вже нюанси. Як зробити і чи вартує заморочуватись взагалі? У вас есть фрезер с поперечным ходом более 600 мм? Я имею ввиду нормальную пром. машину, а портальную поделку. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241507 Опубліковано: 30 травня, 2020 @vaycartana Ні, тільки портальна подєлка. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241509 Опубліковано: 30 травня, 2020 9 минут назад, Гаврилів Василь сказал: Тоді як варто зробити і чи варто взагалі? Дайте фото обратной стороны луны 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241510 Опубліковано: 30 травня, 2020 1 минуту назад, Гаврилів Василь сказал: @vaycartana Ні, тільки портальна подєлка. Тогда на поворотный стол, если стол живой, то вполне можно получить хороший результат. Совмешаете центр стола и центр детали, можно опраку выточить и вперед обкатывайте. Так будет намного точнее. 2 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241511 Опубліковано: 30 травня, 2020 Я таке робив. І саме на поворотному столі. Але потрібно деталь максимально підперти с усіх можливих боків, щоб її не трусило. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241513 Опубліковано: 30 травня, 2020 можна и на фрезере и на токарном.. крепим за центральную ось.. вращаем... и даже на фрезере... основная работа сделать ось крепления... остальное 10 мин 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241515 Опубліковано: 30 травня, 2020 @Одессит Може маєте якесь фото? Бо у мене поворотний 300мм, а деталь вдвічі більша в діаметрі. Виставляти треба на пидвищенні і зачепитись можна тільки за центр. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241519 Опубліковано: 30 травня, 2020 Краще на поворотному столі. Можна зробити перехідну плиту на поворотний стіл діаметром більше деталі. На неї встановлюєте кожух і кріпите в усіх можливих точках. Така деталь буде вібрувати при обробці зовнішнього посадочного кільця, тому вам і порадили підперти її з усіх боків. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241520 Опубліковано: 30 травня, 2020 48 минут назад, Гаврилів Василь сказал: Тоді як варто зробити і чи варто взагалі? Если откажетесь или не будет получаться, могу сделать,у меня станок позволяет обрабатывать намного большие габариты. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241523 Опубліковано: 30 травня, 2020 (змінено) 3 години назад, Гаврилів Василь написав: До речі, так і є. Той дзвін розвалився на частини, тому проварено через отвори і просять їх теж відновити. Невже на розборках таке не знайти? Вкрай з Польщі зі зрубів привезти, там такого на гектари розібрано. Цей бік колоколу - сухий картер. Більша проблема з іншого боку картера - то вже картер самої коробки, мокрий. Також після подібних "процедур" обов'язковим буде зняти напруження, бо інакше буде його крутити і з мокрого картера буде завжди сопливити. Змінено 30 травня, 2020 користувачем Ігрек 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241529 Опубліковано: 30 травня, 2020 @Ігрек Так, знайшли, кажуть дорого. Так, цей сухий, але швидше проблема не в швах, а саме в тому, що сильно повело поверхню і коли ставитимуть, деталь знову трісне від натягу. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241562 Опубліковано: 30 травня, 2020 , Гаврилів Василь написав: @Ігрек Так, знайшли, кажуть дорого. Так, цей сухий, але швидше проблема не в швах, а саме в тому, що сильно повело поверхню і коли ставитимуть, деталь знову трісне від натягу. Дивіться самі щоб від того "колхозу" Ви крайні не були, коли кпп буде текти чи трісне вал від перекосу. Для таких кому "дорого" запропонуйте хай самі болгаркою запиз...чать місця прилягання, бо така технологічно вірно виконана робота по відновленню дешево вартувати не може. 2 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241617 Опубліковано: 30 травня, 2020 про "дорого"-лесом.всех и каждого,про цену запчастей-аналогично,меня это не волнует и не должно,иначе буду крайним,без вариантов,пройдено и усвоено.Про точность в данном случае-работает только некоторый перекос,внесенный сварочными повОдками,гидротрансформатор висит на гибких амортизирующих деталях-подобии маховика,миллиметровая пружинная сталь,3-4 лепестка и самоустанавливающийся первичный вал,перекос в несколько десяток никак не повлияет на работоспособность и долговечность.с мокрой стороны-обезжиривание и толковый герметик,завод делает так же. И еще-любая подобная работа не предусматривает никаких гарантий,совсем никаких.Перебирал несколько автоматов с сваренными трещинами по мокрому,силовому корпусу,где живут главная пара и блоки "сцеплений",с кучей каналов маслоподводящих,успех-в 70% случаев,ручной работы по подгонке-прорва,но это алюминий и получается.Основная задача при ремонте колокола-стык с коробкой,ровный и точный,стык с двигателем-достаточный по точности,если сварка качественная,ничего не треснет,не чугун. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241621 Опубліковано: 30 травня, 2020 7 часов назад, Гаврилів Василь сказал: @Одессит Може маєте якесь фото? Бо у мене поворотний 300мм, а деталь вдвічі більша в діаметрі. Виставляти треба на пидвищенні і зачепитись можна тільки за центр. Немає. Та й нащо воно? Робити велику планшайбу мабуть буде задорого для всіх. Але можна закріпити за пази стола якісь залізяки-подовжувачі (УСП, "прихвати", та інше) в потрібних місцях. А вже від них "натянути". Там не потрібно зайвих зусиль! 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241623 Опубліковано: 30 травня, 2020 (змінено) , Barth написав: гидротрансформатор висит на гибких амортизирующих деталях-подобии маховика Вірно кажете, але чому Ви взяли що там кпп автомат? Через картер стирчить шланг підключки гідравлічного вижимного. А повОдки я мав на увазі після зварювання. Потрібно їх зняти, а потім мех. обробка. Змінено 30 травня, 2020 користувачем Ігрек 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241624 Опубліковано: 30 травня, 2020 и про изменение названия темы-многие железные вещи называются так,как их давно назвали и не изменяются,даже если это русизмы или прочие измы.Феродо,Клаксон,Фаркоп,Бендикс и т.д.Корзина осталась корзиной а не кошиком,юбку свечи и поршня не стали называть спиднычкою а токарный патрон-набоем.Давайте не копировать гуглопереводы. Обговорюється технологія та інші нюанси обробки після зварних робіт на деталі,ремонт якої не передбачено виробником. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#241626 Опубліковано: 30 травня, 2020 11 минуту назад, Ігрек сказал: Вірно кажете, але чому Ви взяли що там кпп автомат? Через картер стирчить шланг підключки гідравлічного вижимного. А повОдки я мав на увазі після зварювання. Потрібно їх зняти, а потім мех. обробка. точно такой шланг-трубка стоит на роботах,для водителя ничем не отличается от автомата.Плавающий первичный вал и на механике.Любой,как и шлицевая ступица диска.Причем ход миллиметр.Про напряжения-для алюминия не очень важно,само "рассосется",исключение-блоки цилиндров,там другой сплав или не сплав а спеченный порошок и вообще ничего хорошего не получится,в большинстве,а колокол обычно работает нормально. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах