#137689 Опубліковано: 16 жовтня, 2018 Всім привіт, підкажіть що робити коли митал тріскає при закалці сталь38 температура 950 муфельна піч відпуск 650 дякую . 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#137705 Опубліковано: 16 жовтня, 2018 Сталь 38ХС? http://metallicheckiy-portal.ru/marki_metallov/stk/38XS указана склонность к отпускной хрупкости. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
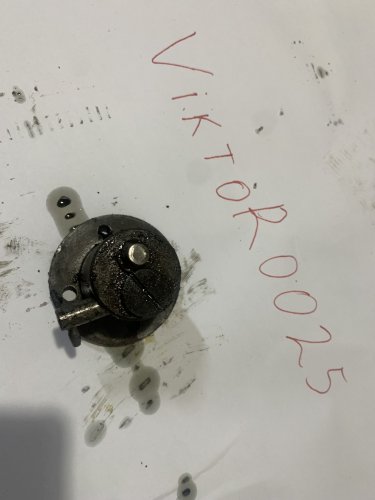
#137706 Опубліковано: 16 жовтня, 2018 Мне больше кажется что эта трещинка появилась при прошивке отверстия ( его же прошивали а затем фрезеровали?) 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138075 Опубліковано: 18 жовтня, 2018 Та ні фрезерував отвір з нуля, а як веде себе 65-сталь? 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138078 Опубліковано: 18 жовтня, 2018 (змінено) Калил ножи из 65г,иногда трескали.После того как острые кромки начал притуплять проблема пропала. Я не термист,могу ошибатся.Попробуйте еще при закалке отверстие забить чем-то(термостойким),например асбестовым шнурком.Почемуто уверен что поможет.Только плотненько запакуйте. Змінено 18 жовтня, 2018 користувачем KiLLeR906 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138079 Опубліковано: 18 жовтня, 2018 Так забув написати, замащував отвір мокрою глиною. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138085 Опубліковано: 18 жовтня, 2018 9 минут назад, Viktor Ulala сказал: Так забув написати, замащував отвір мокрою глиною. А она не могла при высыхании уменьшится в объеме?Тогда толку от нее ноль.Повторюсь я не термист,первое что в голову пришло. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138103 Опубліковано: 18 жовтня, 2018 Калите у воді? 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138107 Опубліковано: 18 жовтня, 2018 Яке середовище було для охолодження? Ця бартка успішно прогартується і в підігрітому маслі. 950 це завелика температура, тем більше Якщо занурювали у воду, то не дивно що її порвало. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138109 Опубліковано: 18 жовтня, 2018 (змінено) Отвір дає значно швидше охолодження, навіть якщо внутрі забити чимось, то стінки по бокам куда тонкіщі, все рівно куда швидше охолоджуються... Зонна закалка проканає? Наскільки я знаю рессорна, леговані сталі - закалка в маслі Змінено 18 жовтня, 2018 користувачем Sanya8270 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138138 Опубліковано: 18 жовтня, 2018 Середовище вода не зимна а температура згідно довіднику. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138150 Опубліковано: 18 жовтня, 2018 В маслі каліть, ще є верхня і нижня темп. ковки теж не варто нехтувати 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138151 Опубліковано: 18 жовтня, 2018 гартуйте в масло, з 900 градусів, відпуск 2 години 200 градусів, обух та проушину можна відпустити до синього кольору мінливості. 400градусів. можна гартувати через воду в масло. а ліпше замінити матеріал на у8,9хс, чи 60с2а 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138189 Опубліковано: 19 жовтня, 2018 закалка производилась не вынимая из воды? 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#138201 Опубліковано: 19 жовтня, 2018 5 часов назад, Кардан сказал: закалка производилась не вынимая из воды? Так не витягуючи з води. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142470 Опубліковано: 12 листопада, 2018 В 18.10.2018 в 22:22, Greg Verizhnikov сказал: гартуйте в масло, з 900 градусів, відпуск 2 години 200 градусів, обух та проушину можна відпустити до синього кольору мінливості. 400градусів. можна гартувати через воду в масло. а ліпше замінити матеріал на у8,9хс, чи 60с2а 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142471 Опубліковано: 12 листопада, 2018 Підкажіть яку марку сталі ліпше брати для ригля те що робить проушини в бартці. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142486 Опубліковано: 12 листопада, 2018 В 16.10.2018 в 14:16, Viktor Ulala сказал: тріскає при закалці сталь38 Доброго дня. Вкажіть будь ласка повну марку сталі і отримаєте відповідь на Ваше питання. А різновидів сталі 38 є багато,і термообробляються вони по різному. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142496 Опубліковано: 12 листопада, 2018 В 16.10.2018 в 15:34, Кардан сказал: Сталь 38ХС? http://metallicheckiy-portal.ru/marki_metallov/stk/38XS указана склонность к отпускной хрупкости. Если у топикстартера это таки сталь 38хс, то для нее АС3 810 градусов. Для закалки на воду 950 ну очень много, тем более что по справочнику для закалки на масло температура под закалку 900. Если сталь перегреть, то вырастает зерно со всеми последующими приятностями. Отпускная хрупкость свойственна всем похожим сталям. Но проблема не в этом. С отпускной хрупкостью борются быстрым остужением заготовки в воде при температуре отпуска, особенно если она находится в диапазоне температур в котором и возникает отпускная хрупкость первого или второго рода. Да и по большому счету калить топор не обязательно целиком. Если хочется побольше твердости на рабочей части, то калить в масле через воду. Данная сталь похоже при закалке на масло даст около 60 HRC и 57 HRC после отпуска при 200С. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142510 Опубліковано: 13 листопада, 2018 Ви не уважно читали моє останє питання. Мені треба виготовити клин( ригиль), для прошивки отвора в роскалені бартці . Томуй питаю яку сталь ліпше використати що б ригиль витримував такі температури. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142512 Опубліковано: 13 листопада, 2018 Там не в температурі діло, я прошивки перековую для себе з грубих ресор, та не гартую. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#142633 Опубліковано: 13 листопада, 2018 9 часов назад, Viktor Ulala сказал: треба виготовити клин( ригиль), для прошивки отвора в роскалені бартці Перепрошую, що влізаю (я так собі коваль, і для себе б прислухався до поради Greg Verizhnikov), але, якщо хочеться "по красівому", то я б брав сталь, призначену для виготовлення штампів для гарячого штампування. Тобто, наприклад, 5ХНМ (ну, вона просто попсова, в тому смислі, що навіть тут на барахолці бачив). Загалом, ось один із списків штампових сталей, можна спробувати вибрати: https://rink.hockeyapp.net/apps/586a464a10814359a404220ab7780c5e/app_versions/1 Щодо купити потім те, що вибрали - то на ножових форумах народ брав сталі в конторі УМП-ГРУП, штампові там є, я перевірив - але, в основному, кругляк великих діаметрів. Або викувати ту прошивку з ресори :-), як радить Greg Verizhnikov. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#143332 Опубліковано: 16 листопада, 2018 Трещина возникла по причине быстрого охлаждения в воде. Сталь 38Х технологически калится на масло с 850...900°С. Но она не даст высокой твердости. Почему Вы отпукали на 650? Ваша термообработка называется "улучшение" и служит не для повышения механических характеристик, а для улучшения обрабатываемости. Для профессионального совета по исправлению техпроцесса, мне нужно знать, какая Вам нужна твердость режущей кромки топора. Отпускная хрупкость здесь ни при чем, не заморачивайтесь. Эсли хотите 100% качественной просечки, вам правильно советовали выбрать сталь 5ХНМ. Для выбора стали попроще и дешевле, нужно знать ее условия работы и видеть хотя бы ее эскиз. Для просечки, выбрать сталь мало, ее нужно очень правтльно термообработать. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#143902 Опубліковано: 19 листопада, 2018 В 16.11.2018 в 08:43, Nik сказал: Для просечки, выбрать сталь мало, ее нужно очень правтльно термообработать. При ковке топора, по правильному отверстие прошивается с двух сторон и выпадает так называемая "выдра". Прошивка забивается до половины с одной стороны, после навылет с другой. желательно за один нагрев. Я говорю про ковку на молоте. прошивка имеет плоский рабочий край, который правится на наждаке. в процессе прошивка несколько нагревается чуть ли не до красна, и остужается в воде. Так что термообработка тут не сильно поможет.. по неправильному можно насверлить отверстий и "зубилом" перебить и раздвинуть перемычки. 1 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах
#144682 Опубліковано: 22 листопада, 2018 В 19.11.2018 в 08:56, Greg Verizhnikov сказал: Так что термообработка тут не сильно поможет Честно говоря, я не кузнец. Специально, вопросом разработки, именно, таких прошивок не занимался. Но, имея некоторый опыт, если потребуется, смог бы подобрать сталь и термообработку, которые позволили бы увеличть ресурс такого инструмента в разы. Я имею в виду конвеер. Для информации. При стрельбе из калаша, ствол может нагреваться то же почти до красна, но он продолжает выполнять положенную ему работу. Там правильный материал и правильная термообработка. 0 Поділитися повідомленням Посилання на повідомлення Поділитися на інших сайтах