-
Оголошення
-

Кріпта 26.04.24
В нас новий спосіб поповнення балансу - через кріпту.
Через лот. на довільну кількість USDT TRC20.
Посилання - в розділі "Підтримати"
-

sergo40
КористувачіПовідомлення, опубліковані користувачем sergo40
-
-
Як на мою думку краще вирізати кусок типу ласти з кутом 55° з любого станочного обладнання, яке попадеться на металоломі. А потім довести до бажаного розміру.
1 -
Rubena. Чеські ремені мають цілу лінійку варіаторних ременів. Встановлював собі в варіатор 16у03п. Думаю зможете з їхніх підібрати. Доступні в інтернет магазинах України.
0 -
Трохи по темі проміжного процесу. Роблю головні площини салазок. Поки що чорнове шабріння.

Як видно з фото контроль йде двома способами від двох базових площин. Відбиток краски роблю плитою 400х380(була 400х400 підрізав щоб лягала). А також одною з площин лінійки, бо одною тільки плитою самому важко.
В подальшому на чисто планую доводити на плиті на яку забазую салазки, і від поверхні плити 630х400 буде остаточне обкатування. Далі опишу.
1 -
Наша пісня гарна нова починаєм її знову. Терзали мене сумніви в точності замірів описаних вище, все із за того що робив не дуже жорсткою стойкою, і при переносі могла бути похибка. І виявилось що не даремно сумнівався.

Зібрав жорстку стойку і наміряв таку картину по площинах де кріпляться прижимні планки, а ці бази відповідальні.
Все вже виправив, далі буду описувати.
Висновок тричі треба перевіряти.
3 -
Тепер про салазки. Все також треба прив'язувати до осі гвинта, бо це не змінна база.

Обкатався по базі гвинта використавши не зношені поломки площини прдольного ходу стола, точність співпадає що добре.

Зробив правку площин прижимів, і середньої яка не є відповідальною але вона мені потрібна в подальшому. Як видно з фото все обкатано в різних проекціях.

І нарешті найголовніше вже по лінійці, обкатюючи від плити привів до бази гвинта, нижні площини.

Також обкатка від плити в поперечній проекції використовуючи площину не зношених частин ходу стола.
Тепер далі буду робити безпосередньо нижню площину салазок яка ходить по площині консолі.
0 -
Доброго всім вечора. Продовжу тему. Знов треба рухатись по геометрії.
Щоб зробити дві головні площини консолі, потрібно щоб була зроблена площина салазок.

Думаю вишабрить по лекальному кутнику, а потім фінішний контроль вже по місцю від осі шпинделя, і останнє виведення геометрії теж від осі. В поперечній проекції контроль теж від кутника привязаного до площини ластохвостів, а також зробив площину там де кріпляться скребки, від неї теж можна обкатуватись.
1 -
Накинув хобот на колону. А от з цепним приводом хобота награвся. Я б того хто це придумав, запер би в сараї з тим велоцепком, дав би напільнік і поки не перетре не випустив би. Система приводу нормально не працювала, там де вікно над цепом зірочка проскакувала бо немає упора цепка. Натяжка не допомагала, а тянув ще трохи і репне.

Добавивши упор під цепок в тому вікні, все нормально запрацювало і тягнуть цепа сильно не потрібно. Зробив той упор з квадрату 10х10 з врахуванням радіусів які оставила фреза, щоб паз був заповнений повністю.
0 -
Додам ще інформації по системі смазки коробки в колоні, бо на кресленні в паспорті цього не має.
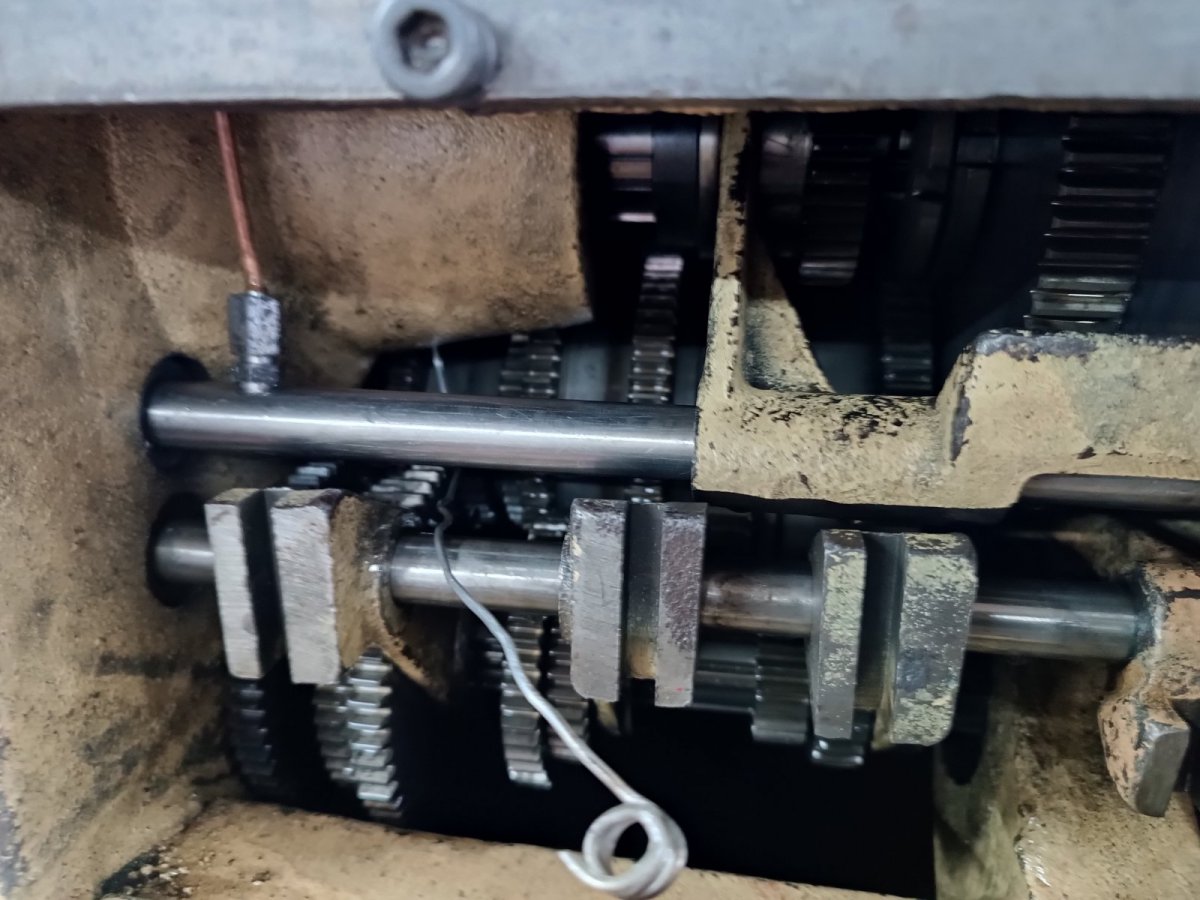
Залив масло ІГП-18. Прогнав вал приводу рукою, масло успішно піднялося, і виявив ще один канал для зливу масла з задніх підшипників шпинделя, на фото для наглядності вставив проволку. Таким чином задня опора шпинделя мае вхідний канал до якого я провів трубку і вихідний для зливу щоб не гнало назовні через шпіндель. В свій час збираючи інформацію по 6т80ш(6т80, 6р10) бачив що на ранніх версіях така трубка до підшипників присутня, а на даних станках її немає і не тільки в мене. Навіть бачив відео де автор жалувався що на 6т80(чисто горизонтал) не довго ходили підшипники. Зробив висновок що це дуже серйозний косяк з заводу.
0 -
Вирішив трохи скласти колону, авто валяеться все по кутках. Саме головне не давала спокою система смазки коробки. З паспорта вичитав що передня опора шпинделя смазуеться Циатім 201, а задня непреривно И-20, и всі шестерні теж И-20. Почав додивлятися кудою що біжить, і виявив що до задніх підшипників немае ніякої трубки, хоча отвір зверху є.

Поганенько видно але отвір для масла там куди я вставив проволку, також з верху світиться технологічний отвір який був закритий штіфтом, через нього був засверлений той канал.

Сам вал полий і мае отвори для розбризкування, але ж фантастика щоб в результаті розбризкування масло попало до того каналу вгорі. Тому вирішив добавити трубку до того каналу.

З фото видно положення майбутньої трубки, з ліва де проводка.

Доробив ще один комплект для трубки і знайшовши місце зробив врізку в вал. Тепер залишилося все зібрати. Не знаю як так могло бути з заводу.
0 -
10 годин тому, Y.fowler. написав:Щось ви хлопці не туди,
Пхаєте якісь заводи в гаражі
От колись були часи,
дріль на стійці й перший хлопець на селі)))
Ха ха що точно то точно колись дрель предел мечтаній. Сам маю китайчика і 2м112, і мрію добавить до них радіалку 2к52
0 -
Вибачте вже додивився з тих фото що є. На вашому станку косяка не має. Шпонпаз від провороту з боку є. На деяких нс12 організовано по іншому і не вдало. Їх виготовляли навіть в колоніях ИТК тому і відмінностей багато. Ваш же зроблено по людські, до речі 3 пази столу не так часто попадаються в нс12.
0 -
Зверніть увагу як організована фіксація від провороту пінолі в корпусі, бо не давно переробляв знайомому на НС 12 .
Там може бути не вдала конструкція.
Бажано щоб виклали фото, дам пораду, якщо знадобиться доробити. Там по доробці нічого складного.
1 -
, Y.fowler. написав:Краще аспірацію облаштувати)))
Щоб облаштувати аспірацію то звісно було б чудово і не тільки на токарний. Але й не просто це грамотно втілити.
, Yunytexnik написав:Візьміть аркуш паперу,поріжте шириною 5-6 сантиметрів і підкладіть під різець і притисніть.Так ви перекоиєте доступ для попадання стружки в ту виїмку.
А потім просто змітаєте її.
З бумагою не вийде, розмоче її СОЖ.
0 -
, Yunytexnik написав:І все ж таки перевірте прилягання двух площин,на фарбу.
Перевіряв все там добре. В мене є поняття що таке система СПИД металообробних верстатів. Питання підняв по вирішенню проблеми що із за конструктивної особливості МП стружка яка намагається попадати під різцетримач при повороті буде портить поверхню прилягання МП з різцетримачем, а коли вже вона там то і відбувається порушення системи СПИД, що призводить до негативних наслідків, які особливо проявляються при відрізанні, тому що різцедержка коли під нею стружка розкачуться що призводить до вібрації.
0 -
3 години тому, Yunytexnik написав:Вибачаюся,не двигуни,а привід,крокові,сервопоивід,чи ще якийсь.
Підкажіть.
Чи далі крутити руками.?
Часто доробляють автоподачі для прикладу на НГФ використавши двигун від двірників авто. Але спочатку якщо не має опиту фрезерування краще покрутити руками, так швидше прийде розуміння що відбувається під час різання. Буде розуміння по підбору обертів, по подачі, по глибині зйому, по діаметру і кількості пер фрез, розуміння зустрічного і попутного фрезерування, як себе поводить різний матеріал. В загальному процес фрезерування включає купу нюансів.
3 -
Дуже вчасна порада від Сергія Лавріненко. На своєму 2м112 змінив мотор на 900об. Практично одразу, чим нижчий діапазон обертів тим краще. А патрон у мене теж werk і не погано себе поводить є також интертул теж байдуже.
1 -
В загальному той продувочний пістолет, а також пилосос таскаю по всій майстерні. Десь пройдуть треба, а десь зібрати. А пилосос з примітивним циклоном відпрацьовує геть не погано, прибирати значно краще якщо все це є.
 0
0 -
Колись і думав що непогано було б мати касетник. А от що і з стружкою буде легше навіть і не здогадувався. Дякую мабуть то і є найкращим рішенням.
0 -
, Y.fowler. написав:Порятунок в касетному різцетримачі.
Точно. На майбутнє треба обживатися такою оснасткою. Закривае зразу декілька питань.
0 -
Так все і відбувається, змітання і видування. Той продувочний пістолет прижився біля станків, в основному біля тв320, бо на малому немає такої проблеми. Остогидла ця процедура вкрай, також при видування в очі стружку впіймати запросто.

Та мабуть така доля з тв320 дякуючи "геніальним інженерам-конструкторам радянської епохи" які в свій час десятиліття могли потратити на модернізацію любого механізму змінивши при цьому всього на всього розташування якогось болтика, а потім розказати що "в переди планети всей".
2 -
Були думки придумати якісь скребки, або зробити канали і подавати повітря під тиском щоб видувало стружку.
0 -

Ото в тій ямі вона збирається, і вимітаеться погано. Також при повороті зтрушуеться з полок держателя, і влітае в ту яму, а потім під держатель.
0 -
Стружка попаде при повороті резцедержки. Причина що конструктивно вона стоїть не вдало. На фото видно що площина резцедержки нижче основного масиву малої продольної, що утворює місце де накопичується стружка, отам з права де перепад висот. При кожному повороті треба з відти вимітать, але все одно попадае.
0 -
Доброго дня. Звертаюсь до власників токарного ТВ 320. Така проблема під різцедержку постійно лізе стружка. Конструктив малої продольної такий що вона туди й буде лізти. Коцае стружкою поверхню на малій продольній.

Не то що коцае а прямо вдавлюеться в чугун. Постійно приходиться стружку з відти видерати. Зробив був ту поверхню, вирівняв, вишабрив. А тепер вона знов приходить до стану жопа. Мало того як тільки попала стружка, то при відрізанні зразу дроблення. Ломаю голову що придумать щоб стружка туди не лізла.
Може щось вже хтось придумав? Чи треба змиритись з цим?
0





в Фрезерні верстати
Опубліковано:
Мало було часу на продовження, але потихеньку замучив нарешті я ті салазки.
Як видно з фото остаточна довідка нижньої площини в паралель до площини ластів стола і осі гвинта на плиті. Все вдалося. Далі знову вернусь до виведення консолі.