
казбек
КористувачіПовідомлення, опубліковані користувачем казбек
-
-
1 минуту назад, Tokary.ck сказал:В Черкассах есть фирма "Берк"
Ловите ! +380687854168
спасибо, пойду почитаю за технологию, как я понял, напылять нужно на саму пиноль?
0 -
8 минут назад, aleksey vlad сказал:Если пиноль не сильно просаженная можно нахромировать и шлифануть в нужный размер.
десятки полторы-две, оно там типа вообще хреново обработано, типа наждачкой затёрто...
А сама пиноль красивая, завтра напильником попробую
1 минуту назад, Tokary.ck сказал:Поддерживаю хромирование!!! У Вас (автор) просадка на несколько десяток, расточите как чисто чугун и под него напылить и шлифонуть пиноль и получите конфетку!!!
а есть где почитать про это самое напыление и контакты фирм можно?
0 -
пиноль шпинделя, наверное, термообработанная сталь, шлифованная.
стенки около 15 мм- хочу мм 5 втулку напрессовать, останется 10 мм чугуна- мне кажется, нормально.
Проверенных контактов по литью нет, как нет и уверенности, что продадут нужную марку бронзы с металлобазы...
Думал по литью можно уточнить у людей, которые делали самодельные станки и где-то заказывали это самое литьё...
0 -
Господа, так шо, есть ещё какие-то мнения? А то мне уже сейчас нужно выбирать вариант материала втулки и либо заказывать литьё чугуна, либо искать нужную бронзяху...
0 -
Дядько Максим, я сразу и ориентировался на бронзу, но механик, который отвечал за сервис моего станка по гарантии, посоветовал использовать чугун, типа дольше проходит.
Стенку мм 5 сделаю, там мяса много.
0 -
Здравствуйте, есть ВФГ, которая куплена у китайцев, там пролюблена посадка пиноли шпинделя, то есть, нужно либо купить бронзовый кругляк, сделать с него втулку и завтулить, либо заказать литьё чугуна, обработать полученную заготовку и нею уже завтулить.
Интересно мнение сообщества- какой материал лучше подойдёт для этих целей и так же важно мнение по марке сплава втулки.
0 -
Были у меня несколько пачек китайского корлоя по алюминию, пришлось точить титан на удар- перепробовал все пластинки, что были- зсс по стали, киосера по стали и нержавейке- всё выкрашивалось на первой же детальке, а корлой изнашивался по 0.005 мм на детальке и кромки хватало на примерно 10-12 деталек. Цена пластинки почти 1.5 бакса.
Решил попробовать фирменную пластинку именно по титану на удар- купил мицубиси вп15тф, надеялся, что кромки будет хватать деталек на 50, а по факту хватало на 15. Цена пластинки 10 евро.
0 -
Душевненько сделано)
0 -
да, такие клиенты редкость, но попадаются иногда...
лучше сразу отказываться от работы, чем потом такая нервотрёпка
0 -
на таком принтере с дрыгостолом печатать такие вещи- супер, конечно
0 -
1 минуту назад, Artem1ks сказал:@казбек зеркальной или близкой к зеркальной ,увы (НЕ дает падла ,как бы я его не уламывал
Нужно взять вольфрамовый резец+ пластинка 0.2 радиуса, съём 0.2 на диаметр+ большие обороты с сож
0 -
а резец не даёт чистоты или спиралька мешает7
0 -
А я бы за эти деньги купил фрезер корейский с чпу, а если б шото осталось, то ещё и эрозию китайскую) Как раз бы хватило примерно.
0 -
Если пластинки фирменные, то 10 долларов штучка, шланг 1.5 доллара, круг- хз
0 -
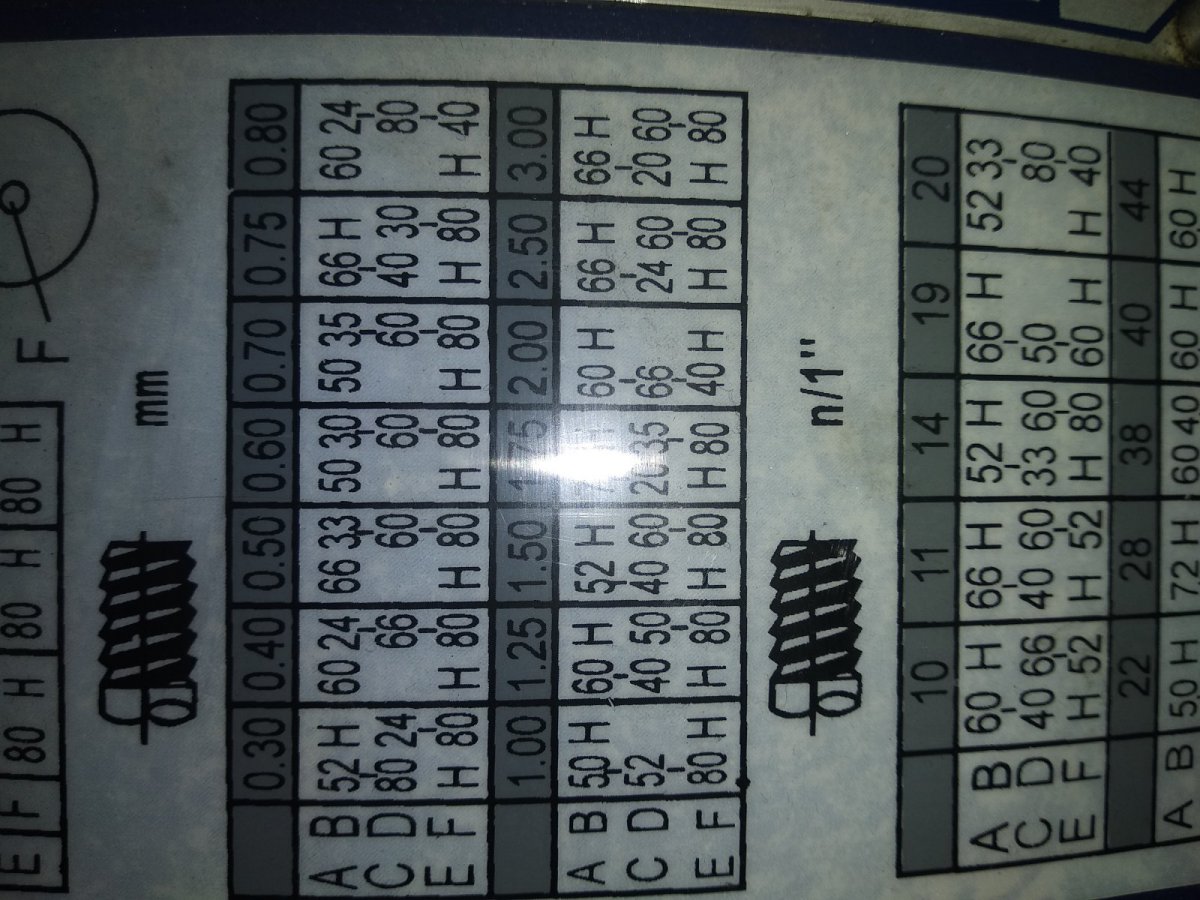
Как-то резьб маловато, на моём китайце 180-300 вот так.
Там указано количество зубчиков на резьбу- может, поможет с расчётом недостающих шестерёнок.
 0
0 -
7 минут назад, R2M2 сказал:Розовая шестерня на нижнем фото с дырками в зубах... Чтоб такого не было нужно играться со слайсером- высота-толщина слоя. Я обычно так делаю. )
нужно тоньше сопло ставить, а не играться с толщинами)
0 -
Ну и аццкое соединение)
 0
0 -
9 часов назад, Aluma сказал:Ветка все таки про часто встречающиеся вопросы и позволю себе отвлечь внимание коллег от обучения сварочному делу методом имени профессора Морзе (точка-тире) и сообщить следующее.
При недостаточном качестве сети (низком напряжении или большом сопротивлении петли фаза - ноль) реальный сварочный ток ниже, чем установлен крутилкой инвертора. Это отличие тем больше, чем хуже сеть. В результате уменьшается провар и валик шва из положенного вогнутого (в сечении)становится выпуклым. В "заборном" строительстве обычно на это внимания не обращают, но такой профиль шва является источником концентрации мех-их напряжений и недопустим в ответственных конструкциях.
Ну, гугл говорит шо горбик должен быть, не более 160 градусов. Да и я видел, как газопроводы варят- везде есть горбик, а видел я и больше метра диаметром)

а вот до того шва я вырезал шаблончик 160 градусов и приложил- нормально там всё)
 0
0 -
4 минуты назад, ZeS сказал:Одна прихватка "фокса" = три монолітом
Теж користуюся ев 50. Монліт тільки для прихваток.
А по цене монолит 61 грн/кг( глянул в интернетах) а фоксы я по 75 грн/кг брал. Не такая уж и переплата, за то имеем изюмительные швы.
У фокса только одна проблемка для меня- если электрод сыроват, то липнет в начале работы и может плеваться.
0 -
Фоксами мне намного проще варить и швы красивше
0 -
Я тоже самоучка) Но варю относительно неплохо, главное качественные расходники использовать.
Вот АНО-21 варил. Хоть тавровое соединение, хоть простой стык- всё нормально)



Или от фоксами ев 50- аналог УОНИ 13/55
шов уже крашенный, но и так видно всё)
 0
0 -
та купить для начала просто тиски, цанговый патрон и комплект прижимов, а потом шо попадётся по норм цене, либо прям очень нужно станет для работы.
а так скупать всё подряд не имеет смысла- там очень много всего есть- не хватит ни места складывать, ни денег)
4 -
Станок, конечно)
Тут же не автофорум шоб машины советовать.
2 -
Хз зачем эти все тёплые полы и прочее нужно- у меня просто один конвектор стоит и всё на 23 квадрата, за месяц 300-600 кВт вместе с работой и освещением получается- не знаю куда уж дешевле может быть)
0




в Загальний
Опубліковано:
понял, а какая максимальная толщина покрытия на сторону?
разберу тогда станок- посмотрю реальный зазор