
Zip
КористувачіПовідомлення, опубліковані користувачем Zip
-
-
Я где-то тему видел как это работает. На плоском шлифовальном станке.да именно на плоском при помощи такой оснастки шлифовали цилиндр.
0 -
Доброго вечера
Однажды мне пришлось сталкиваться в работе с таким уровнем. При выставлении станка. После чего я проверил результаты рамным и брусковые -по правде был поражен четкостью показаний.
0 -
Доброго вечера всем. Много раз пытался на многих станках от насоса и распределителя все канавки и отверстия чистить. Подвешивать тельфером суппорт в воздухе крутить .изучать. искать продувать-как еще сказать. ........Все это бредовая история. Максимум от заводского исполнения она сделана на процентов 30 от того что по идее должно быть на самом деле.Да и вникать каким образом с передней трапеции масло приходит на заднюю направляющую. В результате очень долгой - долгой работы я понял что идеального перетока не существует в помине. На некоторых станках в кармане для поперечного винта расположена трубка от распределителя вдоль винта .от трапеции до плоской направляющей. В это я ещё могу поверить. Да и то это какой длины сверло надо было иметь чтоб просверлить вдоль направляющих отверстия для протока масла. и конкретной завязки всех точек.Да и при сверловке чтоб не увело. Если присмотреться повнимательней то на задний плоской направляющей слева и справа с торцов стоят заглушки . Их можно удалить но сквозных отверстий на удивление там нет. Я даже для себя сделал вывод что к примеру по трапеции с одной плоскости на другую масло перетекает просто от обильной смазки которой толком не было от природы)и они между собой не завязаны. Эта умная в ковычках схема смазки (успешно работает на всех станках) по20-60 лет. Пытался сваривать длинные сверла и свериться. Но схема не превзошла ожидания. Сверло тонкое и длинное его ведёт. Исход не какой. Сама схема смазки на всех токарниках почти одна и та же.даже небыло гениев инженерной мысли чтоб за такой период станкостроения должным образом не сделать по уму. Но эта друзья моя история.. думаю что самый лучший вариант не тратить время на продувку и поиски всех каналов и точек смазки. А от распределителя при помощи своих собственных ресурсов ( трубок .фитингов.штуцеров. сверления.и т.д разработать собственную систему смазки.только аккуратную.и надёжную. Друзья уверяю это самый лучший способ для скурпулезных и ответственных людей по этой теме. А тех кто колотил на заводе базовую смазку просто бы расстрелял.При обильной СОЖ через каналы эмульсия попадает в картера (фартук) и гниет все что внутри. Удачи друзья . Тут целое поле для размышлений
0 -
Смазывающую какавку по внутренней части ( части прилегания шпинделя в виде витка) можно сделать шабером.просто нанести риску после сборки ( для задержки смазки)- будет рациональнее. Потому как при сборке перекос втулок будет однозначно.лучше втулки сделать по внутренней части немного плотнее. Потом пришабрить шаберком . Смазать к примеру краской шейки шпинделя и припасовать. Если виток будет готов до сборки . и будет необходимость пришабривания внутренних поверхностей- то места возле витка от шабера немного разобьет.
0 -
Друзья..наверное в правило дополнение лучше внести .на поиск с указанной фотой и имея хоть какую наглядность больше вероятности удачных предложений. Всем удачных поисков!!! и предложений !!!
0 -
Изготовьте просто втулку с занижением по середине внутри в виде канавки . Резьбовым резцом можно большим шагом по всей длине сделать виток. После чего насверлить сквозные отверстия по середине втулке . Все изготовить и собрать так чтоб масло с маслёнки попало в паз корпуса и между корпусом и стенкой втулки .далее через насверленные отверстия втулки оно попадет на внутренние стенки втулки и распространися по всей длине втулки по витку.желательно втулку изготовить так чтоб разместить в торце войлочный или фетровый пыльник. чтоб избежать попадания пыли.грязи .стружки со стороны шкива или патрона. Естественно в маслёнку нужно вставить какую-то нить и сделать так чтоб уровень масла был ниже гнезда для входа нити. Масло в гору само по нити поднимится . Каплями стечет вниз на точку шпинделя . Вставленная таким путем нить с маслом не даст чрезмерную смазку шпинделя. И не будет обильно заливать рабочую зону на улице шпинделя.
1 -
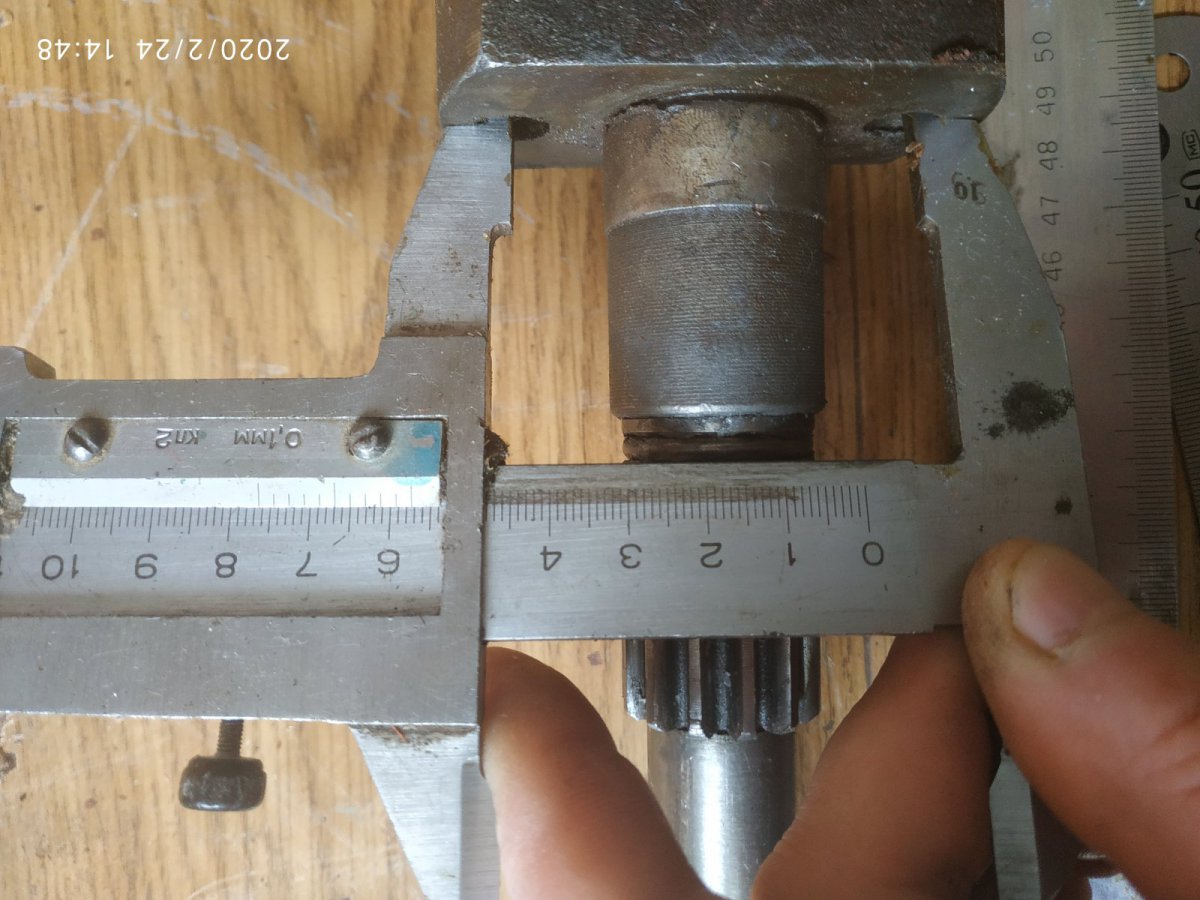
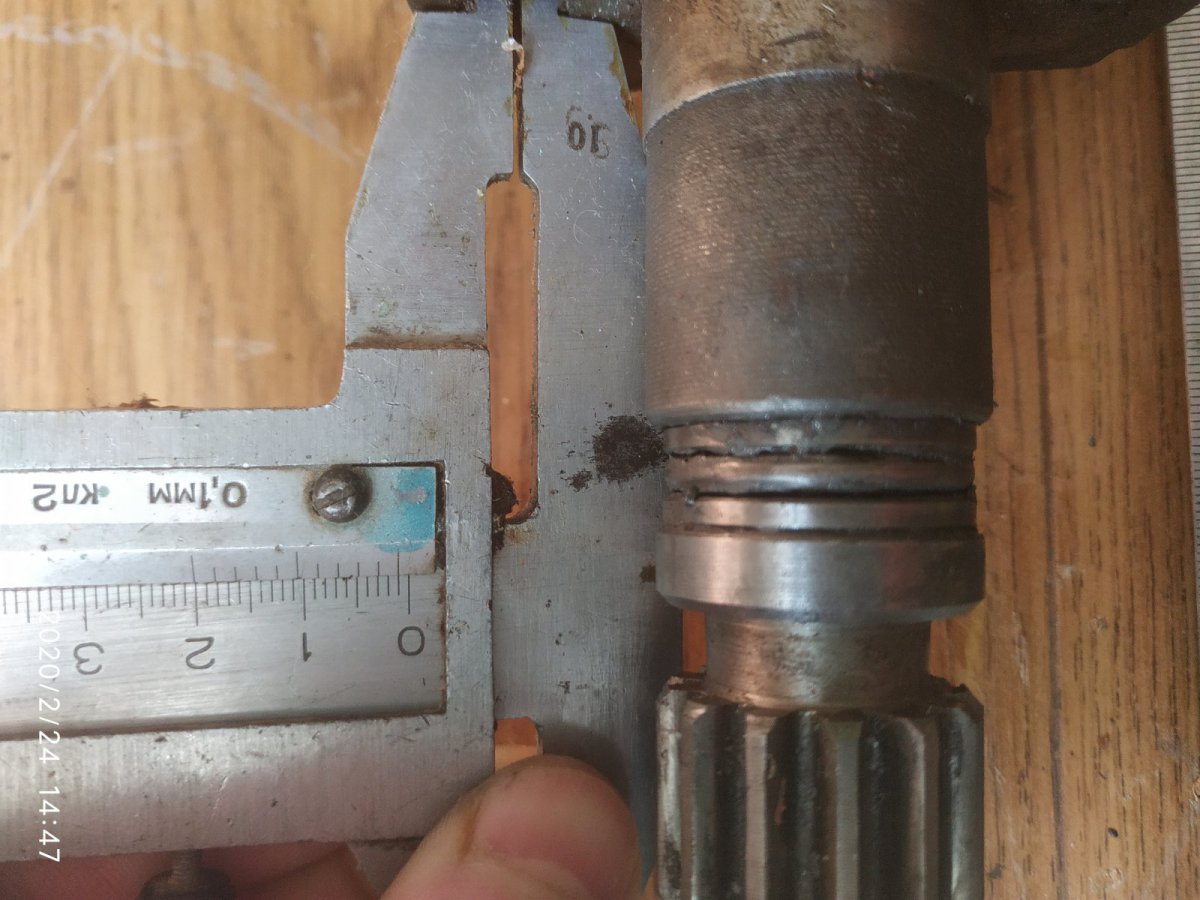
Прошу прощения за долгие фото с размерами


 0
0 -
Опознайте пожалуйста от какого станка резцедержатель




 0
0 -
внутри шайба с манжетом и еще в центре толкатель замкового типа -что-то такое очень давно восстанавливал полный принцып гидропневмосистемы. Фактически она нужна для изготовления серийных деталей - всего лиш пневмоподжим точнее ход подвижной части тисков мм 20-30 и в любом случае контроль как говорят\ кувалдой поджать\ в случае непредвиденной ситуации чтоб не де дай бог не подорвало заготовку,
1 -
похоже на 250 фрезерные но части не хватает -там пневмогидросистема внутри расположена но без нее тиски работать смогут только в ручном обычном режиме .
1 -
Опознайте пожалуйста крестовый стол с консолью Какого производителя и от каких станков.






 0
0 -
Опознайте пожалуйста малый суппорт




 0
0 -
Опознайте пожалуйста к какому станку пренадлежит поперечный
винт с гайкой


 0
0 -
Познайте пожалуйста к какому станку пренадлежит поперечка




 0
0 -
Познайте пожалуйста к какому станку пренадлежит резцедержатель



 0
0 -
Познайте пожалуйста малый суппорт .к какому он станку пренадлежит



 0
0 -
добпого дня познайте пожалуйста к какому станку пренадлежит резцедержатель.


 0
0 -
Выше токарного суппорта.фото выше.там фортуну видно с оснасткой вид ее только с торца . Скорее всего короче чем 400
0 -
Добрый день подскажите пожалуйста на внешний вид может кто определит с какого станка и и родной ли такой большей маховик ( понимаю что нужны какие-то размеры высоты .габаритов и и.д)

 0
0 -
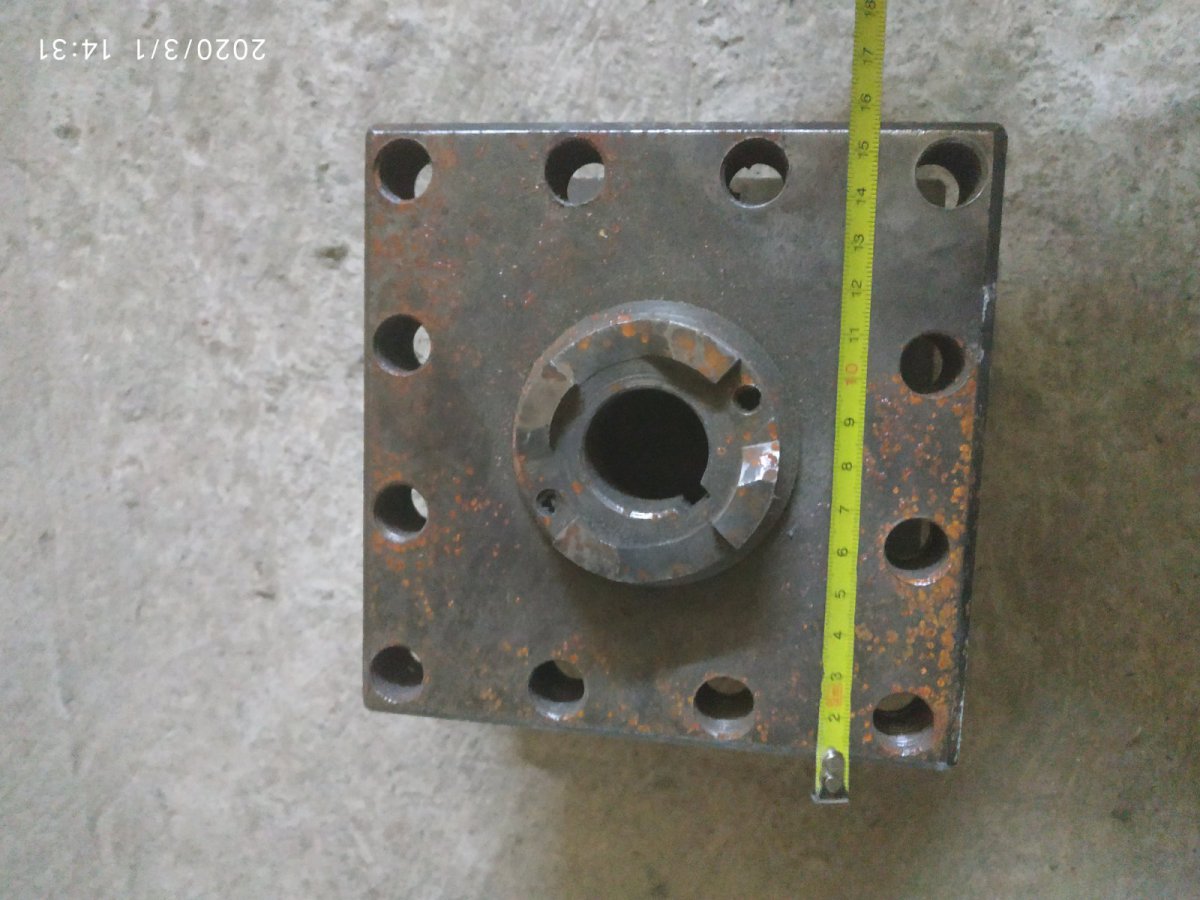
Доброго дня познайте пожалуйста голову с фортуной диаметром 95 мм.со сквозным отверстием посадочным внутренним конусом Км4





Фото сделал сегодня
0 -
Доброго вечера господа. Я закидаю фото с разных сторон 80 и 100. Привез ещё один два но фото позже . Один из них вроде в коричневой картонной коробке другой в голубой но они именно 80 без лейбы.на одном правда похерены обратные кулачки. . Но по сути сказать мне разборные поляки встречались это 250. И 125. 125 вроде даже с тремя и с одним сателлитом под ключ для сжатия кулаков.. встречал я даже патрон с лицевой стороны шарик под смазку. но совершенно не каких следов маркировки изготовителя.




 0
0 -
Это номер серийный номер патрона и год производства?
 0
0 -
Доброго дня. Может кто подскажет работают сейчас такими пластинами. И где собственно найти какое то сравнение по производительности таких пластин с другими копиями или аналогами. Может это все в прошлом - судя по состоянию упаковке наверное вещь древняя и снятая с производства .Как определить не вынимая из упаковки по характеристикам производительность и твердость таких пластин ???



 0
0 -
Я попробую промерять посадочные и закинуть фото заодно и ближе к выходным днём гляну на дату год изготовления
0
























































в Ремонт та відновлення верстатів (загальні питання)
Опубліковано:
Да я видел . На второй рациональнее потом сделать когда будет уверенность хорошей посадки всего узла. И отличного вращения