-
Оголошення
-

Кріпта 26.04.24
В нас новий спосіб поповнення балансу - через кріпту.
Через лот. на довільну кількість USDT TRC20.
Посилання - в розділі "Підтримати"
-

ППетр
КористувачіПовідомлення, опубліковані користувачем ППетр
-
-
CDX1705
Вы пишете что у вас есть токарно фрезерные станки.
Какие размеры можете обрабатывать ?
У меня все как раз наоборот. 10 лет професионально занимаюсь переработкой отходов полимеров
и оборудованием для переработки. Несколько лет назад появилась идея изготовить специальный
фильтр для переработки загрязненных отходов. Например отходов с содержанием алюминия до 10%
Такие отходы насколько мне известно в Украине никто не может переработать. Да и во всем мире
проблемно. Если и перерабатывают то с большими потерями пластика.
Когда то давно в конце 80-х годов в Германии один немец который занимался переработкой разработал
для такой фильтр и изготовил для себя штуки 3. Но той фирмы уже давно нету как и того немца.
Короче достался мне 1 такой фильтр. Перебрали его весь восстановили изношенные детали и поставили в линию.
Работает все прекрасно но производительность никакая. порядка 30-40кг/час.
В 80-х годах еще не было лазерных и прочих технологий прошивки маленьких отверстий в металле
и немец палил 1000 отверстий диаметром 0.5 мм эрозией медной проволокой 0.5мм.
вот ссылка на видео. Переработка металлопластиковой трубы.
Тогда появилась идея изготовить что-то подобное только с большей производительностью.
Сделал полностю все чертежи оставил толко сам принцип а так полностю поменялась конструкция.
Начал искать кто мне в Украине может изготавливать отдельные детали по чертежам.
Нашел вроде солидную фирму и заказал им 2 самые ответственные детали. Заплатил немало денег
а когда получил детали и начал промерять размеры то понял что сделали брак.
Тогда я понял что если заказывать где-то когда никто не несет ответсвенности за то что делает ничего не получится.
Начал сам покупать себе подходящие станки и потихоньку запускать их.
На сегодня у меня стоят трубонарезной токарный так как для болших деталей нужен проход в шпинделе 200мм
ЧПУ Maho MH700 с четвертой поворотной осью А.
Немецкий плоскошлифовальный с площадью шлифовки 900х450 мм. Швейцарский круглошлифовальный.
Внутришлифовальный 3К228А. И специальный станок для протяжки шлицов.
Все станки запущены. Только 3К228А имеет биение в шпинделе. скорее всего придетстя менять ВШГ.
Покупал все станки для изготовления такого фильтра и сам потихоньку освоил их.
Но чем дальше я двигаюсь тем больше понимаю что изделие довольно сложное и один я его не осилю.
Для себя потихоньку сделаю один Фильтр но изготавливать на продажу не реально.
Для этого надо иметь серезных подрядчиков где ты заказал деталь по чертежам и получил то что заказал.
Так-же в Украине проблема с металлом. Совковые запасы кончились а нормальные кострукционные стали
никто не делает и практически не завозит. А если завозит то цены не реальные. Запросил на Böhler в Украине
одну сталь. Мне заломили 58 Евро за кг и срок поставки 6 недель.
Вот так мой проект и висит уже несколько лет в воздухе. Хотя если сделать нормальное изделие то был бы
и сбыт и можно немало заработать.
2 -
В 20.8.2020 в 08:41, Naval сказал:Добра. Делал на плазмамастере не один шнэк. Делают нормально. Если нужна чистота -оговорите это.
шлифуют они по диаметру только цилиндрические шнеки а бока вручную.
Но делают нормально. согласен с вами.
0 -
23 часа назад, cop511 сказал:Если задача ещё не решена, то попробуйте обратиться есть фирма в Гостомеле, они делают ШВП. У них есть длинный резьбошлиф.
Спасибо. попробую позвонить им.
0 -
Выложил видео как это работает при переработке производственного брака полипропиленовой трубы армированной алюминием.
алюминиия до 10 % в Украине такие отходы никто не перерабатывает так как алюминия слишком много.
А всяких отходов с алюминием много.
Паралельно делаю еще полностью новый фильтр большего размера так как у этого производительность маленькая
фото шнека как раз с него.
4 -
10 часов назад, Tokary.ck сказал:Этот шнек из какого станка, какая его функция?
Шнек с фильтра для переработки отходов полимеров.
Шнек вдавливается в ответную часть сам фильтр который имеет отверстия диаметром
0.1-0.5 мм в зависимости от необходимости. Расплавленный полимер проходитт через отверстия
а грязь в виде алюминия бумаги и прочих загрязнениях не проходит через отверстия и шнек чистит
само сито.
0 -
10 часов назад, vaycartana сказал:Я подозреваю, что ручной вариант в итоге будет самым оптимальным.
Оптимальным был бы какой нибудь универсальный заточной станок даже что то типа старого Walter Helitronic NC50.
У него расстояние между центрами порядка 890 мм. Там круг выставляется во всех плоскостях. Стол тоже можно
выставить под углом. и любой шаг.
Сейчас продают один в германии но NC40 у него расстояние между центрами маленькое.
0 -
Нашел фото другого у плазма-мастер наплавленного шнека.
После наплавки будет выглядеть примерно так-же.
 0
0 -
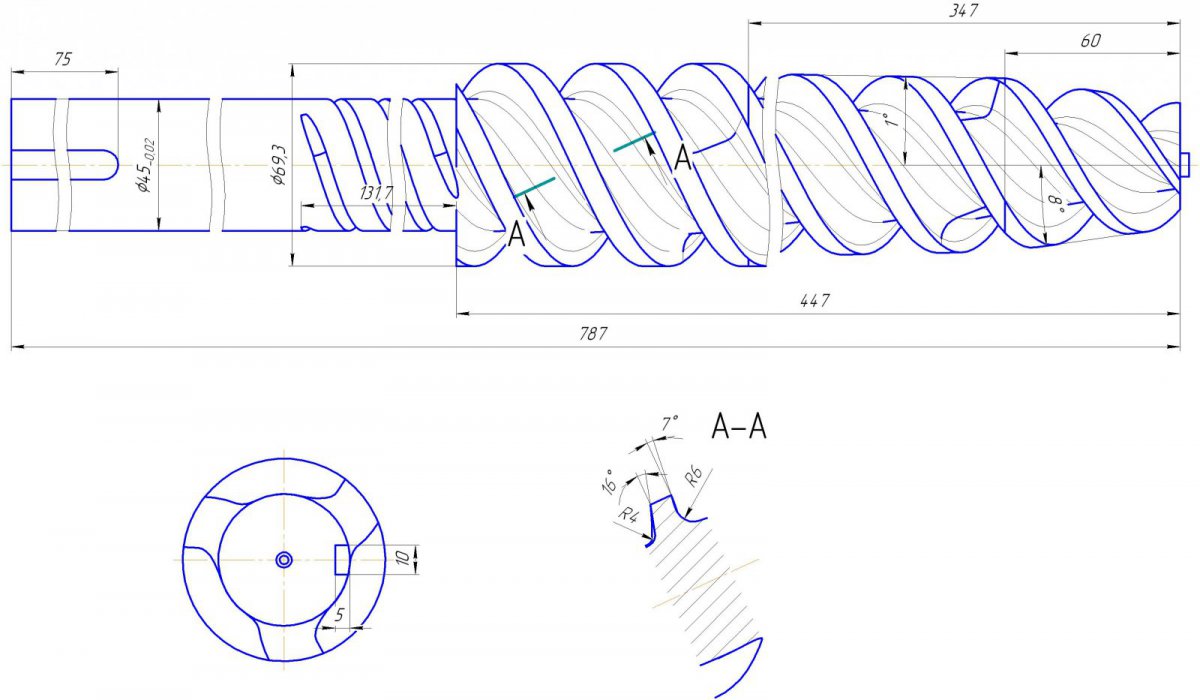
Материал шнека я не знаю но он каленный.
Какая будет наплавка узнаю завтра . Но твердость будет примерно 60-63 HRC.
Шнек работает как шабер. Важно чтобы передняя кромка витков была острая.
Чистота не так важна. И конусность 1° на сторону на длине 287мм должна быть
строго выдержана. Там где на длине 60мм конусность 8° она может быть не очень точной.
Есть и 3х-мерная модель но надо еще немного подправить размеры.
На соседней ветке я искал исполнителя на изготовление втулки фильтра.
http://chipmaker.com.ua/index.php?/topic/15100-втулка-фильтра/
Там в чертеже точные размеры втулки. Новый шнек заходит туда и выглядывает на 64-65мм
Пока на пробу будет один шнек. Есть еще один изношенный но его буду делать если
первый будет нормально сделан. А вообще это расходный материал. На шнеках постоянно
стирается острая кромка и их можно несколько раз перешлифовать только по наружному диаметру
но когда он уже выглядывает из втулки на 90-95мм то надо либо наплавлять или делать новый.
Фото не очень хорошего качества. Завтра могу сфотографировать изношенный. последний новый
несколько дней назад поставили в фильтр. Наплавлять буду у Плазма-мастер в Киеве.
Мы не раз наплавляли у них экструдерные шнеки.
 0
0 -
Кто может после наплавки прошлифовать такой трехзаходный шнек
Снаружи проблем не должно быть можно на круглошлифовальном.
А вот витки с боков тут наверно нужен резьбошлифовальный станок.
 0
0 -
Никто не возьмется ?
Тогда по другому . Кто возьмется проточить болванку снаружи и с торцов с припуском по диаметру примерно 1мм на сторону
и на торцах по 0.5мм и высверлить середину и проточить внутренний конус с припуском 1-1.2 мм на сторону.
Я потом отдам на токарный ЧПУ чтобы проточили ребра тоже с припуском по глубине на 1-1.5мм.
Расстояние 4мм между ребрами не критично можно сразу точить без припусков.
После этого термичка.
После термички чистовая проточка и шлифовка внутреннего диаметра и торцов.
После этого на оправке на токарном ЧПУ проточка ребер и наружного конуса до чистовых размеров.
На оправке чтобы не продавить тонкие стенки.
И напоследок шлифовка наружного диаметра под чистовой размер на той же оправке.
Кстати оправку тоже надо делать если кому интересно.
Таким я себе представляю весь процесс. Может где то ошибаюсь.
0 -
Сталь есть. Даже еще получше немного. 4Х5МФ1С. Сегодня заказал пока 1 шт Диаметр 95мм.
Я не особо специалист по сталям. Но нагрузка на этот Фильтр серьезная.
Там где стенка 2 мм будут лазером прошиваться отверстия диаметром примерно 0.2мм
Отверстий будет порядка 150.000-200.000 штук. Тоесть это само сито.
Внутрь при температуре где-то 220-230°C Экструдером вдавливается
раплавленный полимер. Давление до 150 бар. Так-же внутри крутится шнек и снимает с стенки грязь
которая не проходит через отверстия. Это может быть песок и все что угодно.
Шнек давит тоже с большим усилием. Поэтому Экономить на стали нет смысла. Цена стали копейки
по сравнению с ценой прошивки отверстий. Сито не должно быть хрупким и не должно быть мягким
чтобы например песчинки не продавливали азотированный слой.
Еще как вариант 38Х2МЮА. Но 4Х5МФ1С думаю получше будет.
0 -
Нужны две такие втулки.
Вроде в чертеже все указано.
После изготовления будет делаться азотирование при 530-550°C
Поэтому не должно быть никаких остаточных напряжений чтобы не повело.
0 -
Спасибо Дмитрий.
Все качественно сделано. Хорошая работа.
1 -
Тут вообще пишут что 1100-1200 ударов в минуту
0 -
Посмотрел несколько видео как вырубают например статорные пластины для електродвигателей.
прикольно.
Стало понятно что ни один лазер и близко не справится. бешенная скорость.
1 -
15 часов назад, depomytymoped сказал:А не простіше прочитати автора, котрий ще в четвер написав, що саме так зараз і роблять, але не встигають?
Вот поэтому и написал что автор уже режет на лазере и имеет опыт.
Поэтому может проще купить еще один лазер если производительности хватит.
Приходилось сталкиваться лет 12 назад с беззазорнымии формами правда для термоформовки и вырубки пластиковой упаковки.
Но принцип примерно тот же самый. Как только нож немного подтупится пропадает нормальный рез. Чтобы хоть как-то резало разбираеш форму
и на ножах с внутренним размером потихоньку молотком наклепываеш его чтобы немного уменьшиттьь зазор. На како то время помогает.
А на металических деталях толщиной 0.3мм сколько там допускается радиусность режущей кромки ?
Если не ошибаюсь порядка 5 % от толщины детали. При 0.3 мм это 0.015 мм. После начинают появлятся заусенцы. Или я ошибаюсь ?
Если автор решится делать эти штампы то только с письменной гарантией на какое то количество циклов.
2 -
А не проще купить лазер и им резать ?
0 -
Не хотите приехать в Тернополь и восстановить два таких посадочных места ?
0 -
Требуется восстановление посадочных мест под подшипники на большом
шредере. У кого есть идея как это сделать или возможность восстановить их.
Пробовали в ручную болгаркой не получается.
Вырезать и вваривать новые не хотелось бы.

 0
0 -
У меня для таких вещей есть специальный станок. К нему есть делительный поворотный стол.
Выложил еще раз видео.
https://ru.files.fm/u/4mn2kwbq
Здесь выкладывал фото где делал 20 пазов шириной 16мм и глубиной 230мм
Мне не нужна была точность расположения пазов поэтому разметил на ЧПУ и поворачивал заготовку от руки.
Один паз делался примерно за 10-15 минут.
Проблема в том что наиболее подходящая оснастка имеет диаметр 38мм.
Если расточить заготовку на 40.5 мм то надо промерить удастся ли еще разместить внутри нож.
И надо делать оснастку для крепления заготовки на поворотном столе и перешлифовать нож.
Для 5 штук будет затратно. Но потом одна заготовка займет не более одного часа.
Завтра промерю получится ли разместить внутри нож.
1 -
На внутренних углах допускается какой то радиус ?
Это одноразовый заказ ?
0 -
Могу на таком прошлифовать.
По паспорту с выходом круга за пределы детали 850х390 мм.
Станок в порядке правда точность никогда не проверял.
Териториально в Тернополе.

 1
1 -
Все таки решил я эту проблему с протяжкой пазов.
С головкой на ЧПУ тогда не получилось. При черновой обработке на 12 пазу она развалилась.
Пришлось выдирать все и запресовать вставку заодно сразу и улучшили ее немного до 35 HRC
Приобрел специальный станочек для протяжки пазов. Протяжка пазов шириной до 60 мм и глубиной
до 425 мм.
Выложил небольшое видео
https://ru.files.fm/u/wt55am6b?k=759895f7

 2
2 -
Пока отложил дело с пазами.
Приобрел еще пару станков и сейчас занялся расширением цеха так как места не хватает.
Перед этим сделали на ЧПУ еще такой трех-заходный шнек.
 2
2



в Барахолка - Куплю, Замовлю виріб, Шукаю виконавця, робітника
Опубліковано:
Я азотирую свои детали здесь.
http://www.ionon.com.ua/gallery.htm
Очень ответственно относятся.
Но учтите что ваши детали должны иметь температуру отпуска немного выше температуры азотирования
Я беру например сталь 4Х5МФ1С или 38Х2МЮА у которых при отпуске 600°C твердость получается порядка
40-45 единиц а потом отдаю на азотирование.