-
Оголошення
-

Кріпта 26.04.24
В нас новий спосіб поповнення балансу - через кріпту.
Через лот. на довільну кількість USDT TRC20.
Посилання - в розділі "Підтримати"
-

Шевченко Дмитрий
КористувачіПовідомлення, опубліковані користувачем Шевченко Дмитрий
-
-
У Д.М.был постарше.Этот шибко похож на 7Б35,да не совсем.Может первые модели.Посмотрите паспорт 7Б35.я думаю будет то же самое.
0 -
Будет пружина,это хорошо.Я бы сделал из полосы,чего нибудь загнул.Спиральные пружины в старых механизмах редко встречаются.Я бы пожалуй и витрину не красил,дерево неплохое,просится политура,можно подморить.Очень часто встречается черная покраска,многократно чаще чем остальные цвета.Я имею ввиду старые механизмы.
0 -
Красота.Хорошая эстетика старых механизмов.Хорошая покраска.Совершенно не пойму что сбоку,если натянутая резинка,то зря конечно.Но в целом,очень хорошо.
0 -
6 часов назад, Куляста Блискавка сказал:Будь-яка,з вмістом вуглецю більш як 0,6% : 65Г, 75С,У-8, У10, Х6ВФ, Х12МФ, ШХ15, 95Х18
Нет конечно.Как минимум заєвтектоидная(больше 0,8)Как правило прилично за 1%.95Х18 вообще по моему ледобурит,твердая конечно,но так чтоб брить и хорошо,сомневаюсь.
1 -
А вот с удовольствием посмотрю.Я так понимаю точнее сей процесс реставрацией назвать.
0 -
В 16.06.2019 в 23:02, Barth сказал:при таком подходе пропущен важный нюанс-балансировка,
Нет конечно,не пропущен
Балансировалось конечно примитивно,но результат вполне приемлемый.
1 -
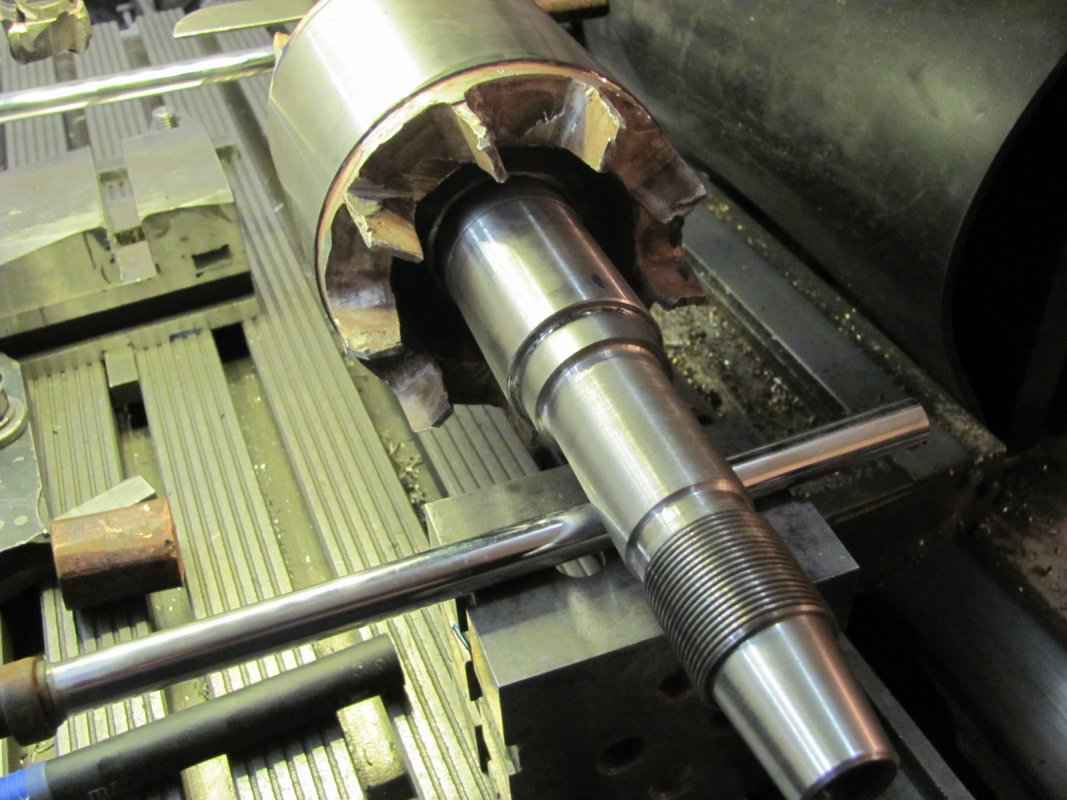
Примерно такая же проблема была.Купил точилко,все работает,но биение по одной стороне десятки полторы,а по другой стороне все три.Это по посадочному конусу.Разборка показала (ремонт) посадки ротора на вал.Не знаю по какой причине ротор стал проворачиваться на валу,но ремонтники ничего лучьше не придумали как все это приварить.Результат как говориться на лицо,хотя я считаю что у таких ремонтников результат должен быть на лице просто обязательно,чтоб не повадно было.Расстроился конечно,но делать то нечего,надо ремонтировать.Выточил новый вал,из 40х,с припуском примерно 1 мм. закалил в печи.Не твч конечно,но калил по очереди,одну,потом другую сторону,так чтоб захватить посадку подшипника.середина соответственно сырая.Потом отпуск 38-42 единицы.чистовая проточка.Диаметр под посадку ротора получился +0,2мм.Конечно закралась технологическая ошибка.После напрессовки ротора появилось биение, но не смертельное,в районе 0,03.Далее пришлось еще проточить сам ротор,около трех десяток,чтоб убрать его биение.Собственно и все.Фотография похожа.
 1
1 -
Титан конечно прекрасный металл,чрезвычайно химически инертный,но до подьема температуры.При температуре градусов 700 очень быстро окисляется,при дальнейшем подьеме скорость окисления намного опережает сталь .Причем он еще и с азотом воздуха прекрасно реагирует.Купите лещадку карбидкремниевую,и будет вам щастье.Кстати а чем шамот не устраивает?
0 -
Тут еще проблема в том что первым роликом уже накатано, а второй в шаг не попадает.Несколько роликов попробовал,все одно и тоже,оно и понятно,ролики все же из одной партии.есть некоторые незначительные визуальные отличия,не думаю что как то скажутся на работе,просто после неудачи смотрю на все что можно.
0 -
Спасибо за табличку,Корректная информация всегда хорошо.
0 -
13 минуты назад, Disastrous сказал:Решил проблему тем что подводил ролик к заготовке, касался, отъезжал за торец детали, подавал поперечной накатку на глубину полного профиля шага, включал обороты шпинделя и автоподачу суппорта. И оно накатывало сразу полный аккуратный красивый профиль. С косыми и двух роликовыми рисунками этот способ не пробовал.
Попробую конечно и так.Вообще конечно такого крупного подвоха не ожидал.пока катал себе,или разовые вещи как то можно было приспособится.сейчас небольшая серия, и все неоднозначно.
1 -
12 минуты назад, Куляста Блискавка сказал:Довжина окружності деталі має ділитись на крок зубців накатки без залишку. Наприклад діаметр деталі 10,2 . Довжина окружності буде приблизно 32мм. 32/0,8=40.
Как то я и к этому не очень приспособлюсь,вроде детали все одинаковые,в пределах 5 соток, но чуть слабее придавил,чуть сильнее и уже не попадает.И главное что второй ролик вовсе не попадает после первого.
0 -
Я думаю многие сталкивались с проблемой при накатке,когда ролик прокатывая полный диаметр по детали не попадает в шаг.Рисунок накатки при этом становится мелким, и некрасивым.Если нужно накатать сетку двумя роликами,то вовсе беда.Вполне может статься что один ролик попадает в шаг и катает нормально,а другой нет.Получается не сетка,а незнамо что.Возможно существует некий рецепт от этой болезни.Заранее благодарен за ваш ответ.
0 -
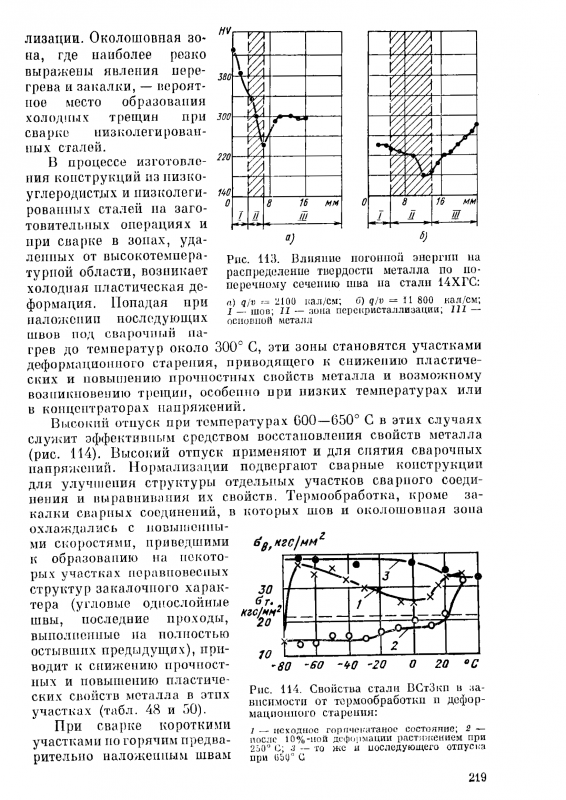
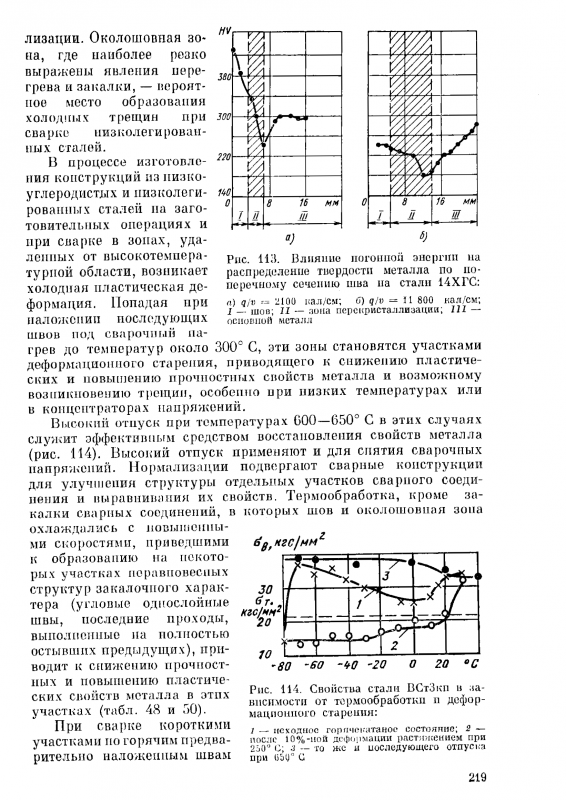
Переборщил чутка с картинками.Такой режим термообработки сварных соединений очень распространен,и снижает коробление сварных конструкций в несколько раз,что и требуется создателю темы.
0 -
16 часов назад, Nik сказал:Если Вы заметили, то в тексте, в каждом третьем, или втором предложении встречается слово "деформация"
Я таки заметил.
 0
0 -
.
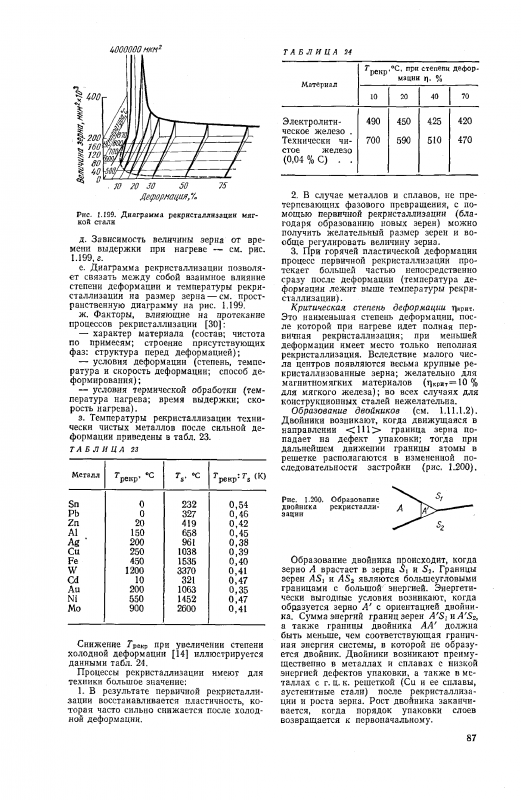 Прокомментируйте пожалуйста таблицу 23.
В 24.05.2019 в 14:53, Nik сказал:
Прокомментируйте пожалуйста таблицу 23.
В 24.05.2019 в 14:53, Nik сказал:Пожалуйста не пишите того, чего не знаете. Не вводите людей в полнейшее заблуждение. Минимальная темеература рекристаллизации, то есть изменения формы кристаллмческой решетки, в чистом железе равна 727 град.
0 -
9 часов назад, Nik сказал:Дело в том, что труба, которую Вы варили, была уже целиком отожжена во время своего изготовления
Да она вероятно должна бы быть отожжена,но у нас же экономят.Делал когда то заготовки из трубы резанной вдоль .Резал заготовки из 60 квадратной трубы,наподобие швеллера .Полка конечно была маленькая,12-14мм.Резалось дисковой фрезой,острой конечно.Поводка на длинне 400 мм больше 10 мм.плоские вырезанные части вовсе дугой загнуло.Навряд ли кто сейчас отжигает прокат.
0 -
И то дело,может кто порадуется.Все лучше чем в металлолом.
0 -
Не очень видно,но по моему 735 строгальный.Предшественник 7б35.Паспортный вес 1300кг.Чрезвычайно простой станок в сравнении с последующими моделями.Но дожил же.Брать собираетесь?По моему похож.
 0
0 -
Стройте таки печь из кирпича,иначе никакого равномерного нагрева не будет и близко.Покоробит сильнее чем было.Градусов 600-650,чтоб началась хоть какая рекристаллизация.Искусственное старение тоже где то там.Потопить конечно немного придется,но температура то невелика.Окалина очень умеренная,в отличие от советуемых отжигов в обжиговой печи для кирпича.После многочасового обжига при температуре выше 1000 градусов,у вас останется не так много от станины как хотелось бы.Посмотрите простейшие печи для обжига керамики.В вашем случае можно просто сложить из любого красного кирпича,и вовсе без раствора.Просто сухая кладка,и не заморачивайтесь о щелях.Как то многовато,вопрос был о горючей смеси.Не получится,температура начала рекристаллизации у стали в районе 500 градусов,меньше вообще мало что происходит.Ну да некоторое ослабление внутренних напряжений,явно недостаточное для какой либо точной детали.Равномерность нагрева опять же хоть какая нибудь.Да?вы понимаете что произойдет если вы в одних швах уберете напряжение.а в других оставите.
2 -
Вообще я подозреваю что китайцы это все производят вагонными нормами и за недорого.Можно поискать на али или еще где у них.
0 -
Шлифовать конечно.но там конечно не 0,05 там десятки 3-5 на последних 150 примерно миллиметров.Ну это конечно у китайцев.Ну грани конечно вывести,быстрей всего ручками.Нержавейка на мой взгляд не лучший вариант.Ну может просто это я ее не люблю.Вообще конечно сделать можно приспособу под гриндер.крупненькая конечно получится.Можно конечно вовсе все вручную сделать.Ну тут конечно от рук зависит.Вообще конечно ничего особо сложного.
0 -
Ну не забывайте что текстолит начинался как раз не со стеклоткани,а с хлопка.Его кстати и сейчас достаточно.Прочность кстати вполне себе ничего хотя и ниже чем у стеклотекстолита.Но в руку конечно стеклотекстолит брать не стоит.для отсутствия пузырьков единственный реальный способ это вакуумирование состава.Все остальные способы работают лишь отчасти.Силикон довольно мягкий материал.Для крупных форм делается или гипсовый кожух.или армирование,вполне можно обойтись стеклосеткой во внешних слоях.Но кожух точнее.Сейчас стали делать кожух формы как раз из стеклотекстолита.
0 -
Не думаю что та две тонны.У меня следующая модификация,735 строгальный.Он весит 1300 кило,против если не ошибаюсь 1850 у 7б35.Этот вовсе с пустотелой станиной,не будет там двух тонн и близко.Сельінтерн,31 год,за одну надпись взял бы,но уже купил 735.Эстетика старых станков просто чудо чудное.
1
в Ремонт та відновлення верстатів (загальні питання)
Опубліковано:
Да да.присоединяюсь к вопросу о контроле перпендикулярности.А от себя вопрос чем красили?