-
Оголошення
-

В барахолці збільшено відсоток комісії 02.05.24
В середньому десь на 0,3%
-

hopscotch
КористувачіПовідомлення, опубліковані користувачем hopscotch
-
-
Доводка різців з ТС підвищує їх стійкість.
Після грубого алмазу твердий сплав виглядає як бетон який відбийним молотком гризли - зерна карбіду кришаться, в ями налипає метал, а доводка знімає пошкоджений шар зерен, карбід гладенький та неушкоджений і міцно тримається в зв'язці.
3 -
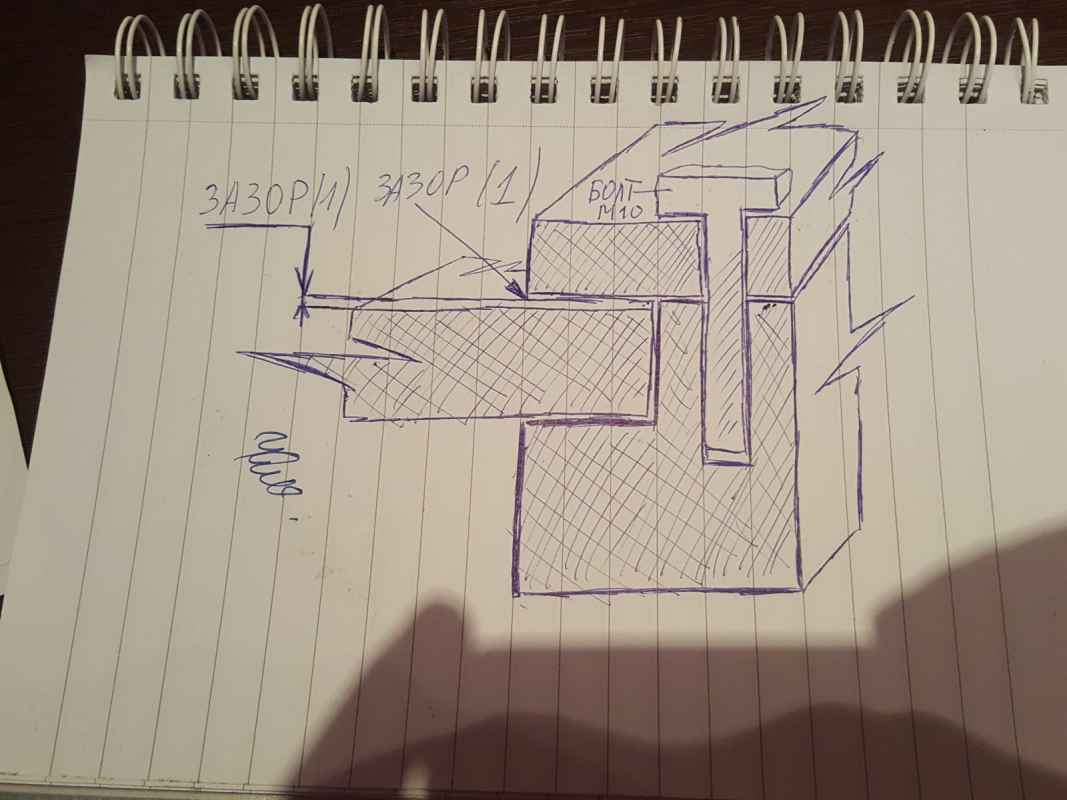
, Hizon написав:Фрезерувалось все на заводі але є зазор, який би хотілось забрати.
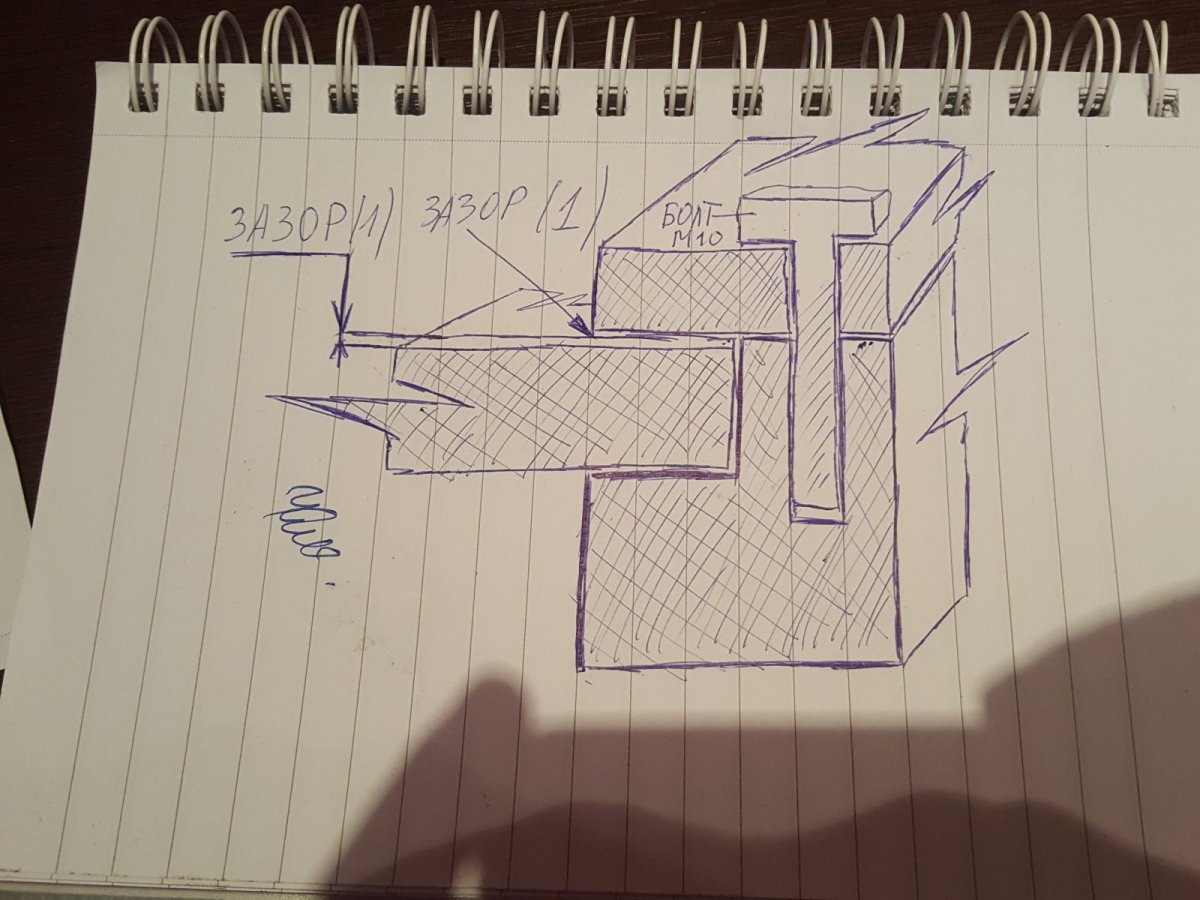
Зфрезерувати прижимну пластину.
Або доклеїти клеєм БФ з гарячою сушкою пластину листової берілієвої бронзи.
Краще фрезернути/шліфонути, буде ступенька, але це стандартна штука.
0 -
В яку сторону диск обертається?
Чи закатауєте зерно роликом?
Чи розріджуєте пасту гасом або солярою?
Яка лінійна швидкість?
0 -
Їх на круглошліфи ще ставили, на центрувальну планшайбу. Тому найважливіше в ньому повторюваність установки деталі, а не сила зажиму.
3 -
Якесь реле часу і температури.
Ймовірно виставляється температура та час витримки.
0 -
200 макс.
0 -
, Sebra написав:Хм... до того ж, отвір можна тимчасово заглушити, якщо десь на стиках технологічну центровку треба буде.
Великий отвір можна зробити після обточки, якщо центровий попадає на нього по геометрії конкретної деталі. Або якщо виходить за межі деталі, то зробити технологічний припуск на якому він розміститься.
Взагалі зараз у аматорів незаслужено забуті колись найголовніші способи базування деталі на токарному, найперший та найточніший - в центрах. Також несправедливо уникають 4-кулачкові патрони з незалежним рухом, планшайби та люнети. Зазвичай це через відсутність відповідного приладдя.0 -
Зміщення центрових отворів можна розрахувати, або викреслити, хоча б збільшено на папері.
 1
1 -
Таку деталь в центрах можна виточити.
0 -
17 годин назад, Sebra написав:А - це половина від товщини підшипника.
Гужон не малював.
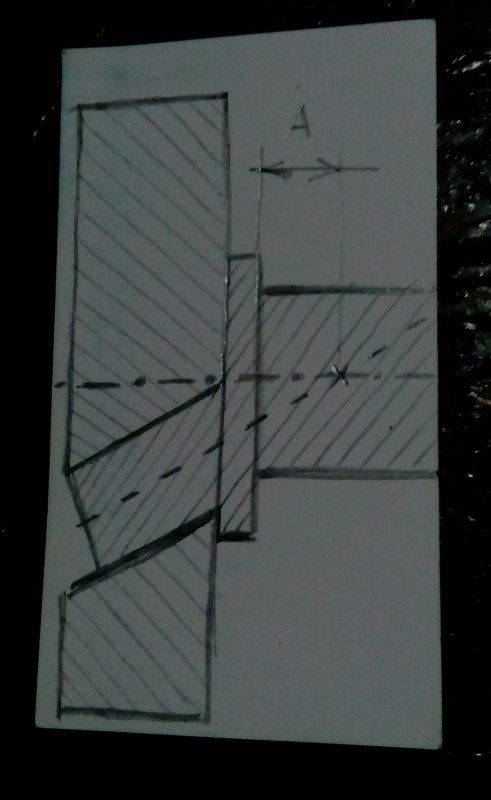
Як же ви таку деталь виточите? Я про скіс який прилягаєт до планшайби.
0 -
-
Можна зробити посадку підшипника у вигляді вузького пояску як фрагмент сфери, а з торця підкласти косу шайбу.
Або просто прикрутити підшипник гвинтом до косо зрізаного торця валу.
0 -
Я проти - якщо людина лайно, то як не обмежуй, вона все одно знайде спосіб проявити себе.
Я так розумію, що є незадоволені спробами деяких продавців влаштовувати прихований аукціон в повідомленнях, через що люди ображаються "ой, він обіцяв, а потім продав іншому".
Так може потрібен аукціон?
Тобто додати альтернативний спосіб публікації лота, якщо людина бажає накрутити вартість, то нехай буде функціонал. А тут є "профі"(багато хто здогадується про кого мова) які моніторять регулярно барахолку і скуповують ніштякі, а потім перепродують на директлоті втричі дорожче. Наприклад практично зникли з України запчастини до MN-80. Мабуть по деяким іншим напрямкам схожа ситуація.
Звичайно це призведе до збільшення цін на деякі позиції, але хоч їх можна буде купити.
0 -
Якщо у вас буде чим завантажити верстат, то він окупиться за рік і при вартості 6 тисяч, а якщо не тямите що будете робити, то не окупите навіть 2 тисячі. Швидко окупится при завантаженні власними виробами, коли весь цикл від розробки до випуску контролюєте, але такий бізнес можна розвернути і при замовленні фрезерування на стороні.
Якщо ж плануєте робити фрезеровку як виконавець, то повинні мати гарантований портфель замовлень, оскільки ніша "розкрій пластику та дюралю" вже дуже забита.
0 -
Спочатку перевірте на фарбу прилягання, скиньте фотки сюди.
Можливо там шабрення на годину і нічого не доведеться шліфувати. Притирка недоцільна, її використовують при зйомах мікрометрів на твердих поверхнях вже шліфованих або шабрених.
0 -
Дякую за відео.
Але вчора цікавився темою різьборізання, і дізнався цікавий момент - при нарізанні звичайним метчиком заборна частина просувається дещо повільніше ніж на крок різьби на оберт, доки в отвір не зайде калібруюча частина - вручну нереально забезпечити достатнє осьове зусилля для входу інструменту. Наприклад різьба М6, ви робите один оберт, а метчик заходить не на 1 мм, а на 0,9мм, перші витки утворюються з меншим кроком. Тому початкові 3...10 витків різьби виходять розбитими в поздовжньому напрямку коли по ним пройде калібруюча частина, і звісно ця розбитість утворюється через збільшені зйоми металу, і найгірше - що не ріжучими кромками, а бічними сторонами профілю які мають значно меншу затиловку, виникає потужна сила направлена поперек профілю, леза метчика виламуються або його клинить. В книжці написано що найдієвіший метод уникнення цього - примусовий рух метчика, як в різьбонарізних верстатах, або по копірному гвинту. Тоді у метчика немає можливості заходити як попало, сила різання діє лише в поперечному перерізі.
........
Порада у відео ймовірно працює таким чином:
Сильна підрізка задньої частини леза, зменшує площу контакту бічної поверхні профіля різьби, це збільшує тиск і метал нарізаний заборною частиною легше зминається та зрізається для підлаштування гвинтової канавки отвору під правильний крок метчика в калібруючій частині. Ймовірність браку через клин та поломку метчика різко зменшується, хоча він більш вразливий до викрошування.
Інший спосіб - використання дуже густої змазки, типу воску, вона витримує більший тиск і краще відділяє бічні сторони профіля інструменту та деталі, концентрує в собі стружку, яка менше підклинює при виводі інструменту з отвору.
Можливо спрацює варіант використання кондуктора з відповідною різьбою яка направить калібруючу частину метчика.
_____________________
А взагалі спіральні метчики рулять)))1 -
Десь читав що від розрізних відмовились тому що вони дають не таку високу точність в промисловому виробництві. Але отвори та канавка на місці розрізу робилась.
Ще важливий момент - для розрізної плашки необхідний повноцінний вороток з 4 гартованими гвинтами, причому стискаючі гвинти повинні також притискати плашку до торця, потрібен калібр для перевірки різьби. Тобто для роботи з ними необхідні кращі навички.0 -
12 години назад, 4post написав:При наближенні до центру різці ломаються, бо зменшується швидкість різання, і, одночасно, збільшується подача.
Різці ломаються на розбитому верстаті коли біля центру різко змінюються вектори сил що діють на різець. Наприклад типово - підрізаючи сталь до самого центру при зношеній поперечці різець затягує за центр і він крошиться вверх.
Та ж біда з наростами - нарост не лише піднімається над передньою гранню, а й виступає за кромку. По суті ріже нарост, причому передній кут від'ємний, різець віджимає. Але коли нарост відпадає, то різець занурється наскільки є люфту поперечки, навантаження на нього різко збільшується, потім знову нарост віджимає від деталі. Змінні навантаження призводять до швидкої втоми та тріщин різця.
0 -
, инженер написав:... при обробці 32 граньонки при зйомі 1,5-2мм, поверхня виходить гладенька. При виведенні в " сотку ", при зйомі від пари соток до пари десяток, поверхня, як собаки погризли.
При великому зйомі вибираються люфти, тому нарости на різці не проскакують під нього. Спрбуйте змастити, або позатягувати люфти. Інколи допомагає відємний переній кут різця, або навіть трохи притупити кромку.
0 -
Я здогадуюсь що у Вас 5 глухих золочених дзеркал та 1 напівпрозоре.
Глухі вам полірнуть легко і напилення зробити просто. А от напівпрозоре скоріше за все зроблене на матеріалі що добре пропускає хвилі 10,3 мкм, типу селениду цинку. Тому його без розуміння можуть запороти. І коефіціент пропускання сильно впливає на роботу лазера.
0 -
Взагалі точність там не потрібна.
Для поперечки круглошліфа важлива можливість ПЛАВНО підкручувати по мікрону, нехай ви навіть не знаєте крок гвинта.
Точність забезпечують вимірювальним інструментом - мікрометр, пасиметр, калібри.
0 -
Замість пружини пневмоциліндр. Як відбійний молоток.
0 -
, Curandero написав:... Сталь 4140 в стані поставки має твердість 27-30од., це частково тому у них така гарна поверхня з-під різця виходить на відео і так слабо популярна у відео закалка точених валів з неї...
Тю, так це аналог 40ХМ. Поставка в нормалізованому стані.
У нас також люблять такі заготовки, але радянська виробнича традиція передбачала наявність термічки, тому більшість сталей була без ТО.
0 -
В Києві в Металвіс продає по 12 грн нерж м8х70 здається.
0
в Саморобні верстати
Опубліковано:
Використовувати для твердосплаву зелений карбід кремнію(а не коруд) це архаізм з часів до появи синтетичних алмазів. Хоч я за відсутності алмазного заточував ним. Алмазний інструмент замінює десятки кілограм звичайних кругів.
Проте через відсутність в продажу доводочних кругів 10/7 чи 5/3 чавунний притир допоможе.