-
Оголошення
-

В барахолці збільшено відсоток комісії 02.05.24
В середньому десь на 0,3%
-
Olexa
КористувачіПовідомлення, опубліковані користувачем Olexa
-
-
И мне, и мне!
0 -
Приветствую!
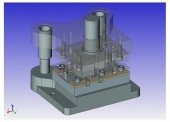
вдохновившись данной темой решил построить листогиб, описанного выше типа. Гидравлическая станция была, автоматику уже собрали, настало время варить станину! Почитав интернет и западные форумы, увидел много альтернативных конструкций. Пришла в голову своя идея. Создал принципиальную кинематическую схему, отрисовал в Solidworks и провел исследование движения. В данной схеме движется гидравлический цилиндр, сообщая поступательное движение верхней балке листогиба за счет системы рычагов. Однако, в отличие от описанной выше схемы, верхняя балка имеет три точки приложения силы, что должно снизить вероятность прогиба верхней балки по центру, а также снизить металлоемкость всей конструкции. Есть опасения
 , что усилие будет распределяться неравномерно, из-за прогиба в рычагах либо по другим причинам, которые я не вижу.
, что усилие будет распределяться неравномерно, из-за прогиба в рычагах либо по другим причинам, которые я не вижу. 
Помогите узреть!
 . Ниже видос принципиальной схемы, что я накидал! Как думаете? Имеет право на существование такая схема? Или не выдумывать колесо и построить листогиб по стандартной схеме, описанной выше?
. Ниже видос принципиальной схемы, что я накидал! Как думаете? Имеет право на существование такая схема? Или не выдумывать колесо и построить листогиб по стандартной схеме, описанной выше? 0
0 -
3 часа назад, DimonDSS сказал:Обычно оно так и работает. Причем никакой суперавтоматики там нет, если не нужен конечно отдельно режим подвода и режим полного усилия контролировать.
Схема проста - большая секция подключена через обратный клапан паралельно с малой. И от нее же стоит клапан настроеный например на 10 атмосфер на слив. для движения балки этого давления достаточно, когда она упирается в лист, давление в системе растет, большой насос начинает качать масло в слив, а малый давит в цилиндр.
Есть даже готовые насосы, в которых все эти клапана уже в корпусе насоса.
Блин, все даже проще, чем мне казалось, а я хотел с двумя отдельными распределителями проектировать. Спасибо
") 0
0 -
Привет, ребзя!
Необходима помощь с построеним гиравлической схемы для листогиба. Литературу читаю параллельно, но все же подсказки прошу, чтоб потом не переделывать все, не терять время и деньги.

Есть задача: разработать и собрать гидравлическую станцию с автоматикой для управления ОДНИМ гидроцилиндром! Гидроцилиндр посредствам рычагов сообщает верхней балке перемещение. Гидроцилиндр работает в двух режимах: ускоренный (опускание и подъем балки) и рабочий (гибка).
Что имеем: с автоматикой вопросов нет. Релюхи, трансы, пускатели постоянно ковыряем, ящик уже готов практически. Теперь надо подружить гидравлику с автоматикой. А вот тут, увы, опыта нет, все пневматика да механика были до этого.
Из комплектующих есть следующие элементы:
1. Гидравлическая станция с баком, мотором и двухсекционным насосом, одна секция качает быстро, но с меньшим давление, вторая - быстро и давит больше. Соответственно первую используем для подвода балки, а вторую для гибки. Сразу возникает принципиальный вопрос!!! Можно ли подводить балку двумя секциями насоса одновременно?
 Читал гидравлическую схему советского гидропресса, то мне показалось, что так оно и реализовано, но так как схемы я еще читаю плохо, то мог и напутать!
Читал гидравлическую схему советского гидропресса, то мне показалось, что так оно и реализовано, но так как схемы я еще читаю плохо, то мог и напутать!

2. Фильтр

3. Клапан с пружиной какой-то

4. Гидроклапан давления БГ54-32М УХЛ4

5. Радиатор с вентилятором. Установлен на баке.

6. Двухпозиционный распределитель BE10 574A (сзади 4 отв) - 3шт, с плитами.
распределители Болгарские, но крупнее - 2штук (5отв сзади). реально крупнее, управление гидравликой происходит. С плитами .


7. Регулятор расхода мпг 55-32
8. Х.З. че. шильдик погиб.


9. манометр

Вопрос: как правильно и надежно построить гидросхему для моих целей из существующих комплектующих. что необходимо докупить?
Дякую!
 0
0 -
С маленькими помещениями всегда проблема. Свыше 200-300м2 можно что-то подыскать. Цена 60-80грн по Киеву. Я взял небольшое помещение около 65м2 с территорией в придачу и по мере развития достраивал сараи. Но становится тесно и тоже потихоньку задумываюсь о покупке земли и строительстве небольшого цеха. Знакомые в софиевской борщаге купили землю 3га, перевели ее целевое для коммерческого использования. Интересовался ценой земли у них. Говорят, что сами не продают, но соседи планируют продавать по 3500долл/сотка после оформления документов.
0 -
В 12.12.2017 в 21:58, ryazanovpavel69 сказал:Советуют как раз динамичный пресс ударного действия или падающий молот по типу хопра. Но какие характеристики должны быть у оборудования, чтобы уверенно штамповать 2,5 мм ст45, вот это и пытаемся выяснить.
В харькове контора штампует полусферы для ресиверов, у них стоит 500тонный пресс в два этажа. Вроде бы кривошипный, но я точно не уверен, давно это было, да и я лично не видел.
0 -
8 часов назад, Vitamin-C сказал:Яке саме? Для пкс-1.75 годиться? Я так розумію воно в рази краще за те, що рекомендоване виробником компресора пкс (К12, КС19...).
Кс19 лью. Полет нормальный. Я не парюсь, это ж не двиг каена, а недорогой компрессор.
0 -
15 часов назад, Vitamin-C сказал:В якості компресора для піскоструя використовуєте ПКС-1,75? Продуктивності вистачає? Який діаметр сопла?
Діпметр 6мм здається, шкварить тільки так, за рахунок ресивера та і без нього всього вистачає.
Продуктивність залежить від обертів двигуна, а от максимальна атм від потужності. 350-360 вольт на фазі якійсь теж буває, але це ж не 300в.
При 15квт 10накачує і ще хоче, але я не пробував, мені для обладнання 6 атм треба, буду з часом міняти на11квт заради економії
0 -
2 минуты назад, Vitamin-C сказал:Я так зрозумів що без цитування не йде сповіщення про відповідь.
Не йде)
12 часа назад, Vitamin-C сказал:Якоі потужності на які обороти двигун у Вас стоіть? Які напруги у фазах, маю на увазі чи не занижені? У Вас продуктивність компресора виходить 1600 л/хв.
поставив мотор 15квт, 1500 обертів, накачую 8,5кубів за 30 хвилин приблизно, відповідно продуктивність співпадає . Сьогодні качав 8 атмосфер для пескоструя, все ок.
Напруги не занижені, все ок.
Автоматика працює. Клжного дня працює компрессор.
0 -
В мене такий, але капіталку я не робив, мені голова дісталася відремонтована ,тільки під'єднав мотор і автоматику, ну, і ресивер на 8кубів. Наганяє до 6ти атмосфер за пів години.
0 -
1 час назад, SkosarV сказал:Ви впевнені що там 1300 кг ? А інфу зара буду шукати
Да.лЕгонький, маленький. Фотки скину как заберу.
0 -
8 минут назад, SkosarV сказал:Можливо скачайте паспорт 3Б12 , а потім згідно паспорту і дізнаєтесь чим відрізняється 3В12 від 3Б12 та і про відновлення ,
Про 3В12 мало інфо одна тема на чіпмейкер ру і все .
(Можливо не в тему але ,цитую що до заточного " ЗБ642 затачивание инструмента может производиться как при ручном, так и при автоматическом его перемещении, а на станке мод. ЗВ642 — только при ручном.")
Можливо і тут різниця не великаОй, простите-простите , очепятка. Все-таки 3б12. Паспорт скачал, но по паспорту это универсальный станок весом 3тонны. Может его со временем доработали ? А это ранняя модель. Не знаю
0 -
Ребята, привет, никогда не работал на шлицешлифовальных, а сейчас есть возможность приобрести хороший экземпляр 3451 70х годов, небольшой. Для шлифовки шлицов он меня мало интересует, а вот есть идея его использовать как плоскошлиф. Но вряд-ли выйдет. вопрос по конструкции : у него же нет поперечной подачи???
Завтра включу его, поковыряю. Есть ли с него толк какой для меня...
0 -
Ребята, на днях забираю круглошлифовальный 3в12. 60х годов. НЕ УНИВЕРСАЛЬНЫЙ! Просто круглошлифовальный. Не могу найти на него паспорта. Имеет кто такой? Маленький, компактный, 1300 кг веса?. Если кто юзал, что скажете? Впереди восстановление предстоит...
0 -
Есть кто здесь из Киева с Соломенского, Отрадного или Борщаговки +/-??
планирую расширяться и ищу еще цех, в который буду закупать оборудование мех обработки, однако приобрести полный комплект оборудование для полного цикла производства сразу не выйдет, поэтому ищу будущих соседей по цеху для простых токарных, фрезерных работ, если есть шлифовка (плоско-,внутри-,круглошлифовка - супер), на координатно-расточной не надеюсь :). в любом случае: токарка и фрезеровка в указанных районах - отзовись!!!
спасибо
0 -
Хотел сделать сопло из пластин для токарных резцов, накупил на барахолке, а потом гляжу лежит твердосплавная трубка такая. Решил попробовать ее, сделал корпус ей. Вопрос! Что это за инструмент? Или деталь? Знать на будущее

 0
0 -
11 час назад, ryazanovpavel69 сказал:Лучше 53-56 Шаублина для инструменталки под ваши требования что-либо найти сложно. Цена по Украине - от 50 тысяч, но вот найти такой станок - тот еще гемор.
Ух, выглядит внушительно,класс!
0 -
9 часов назад, NSX сказал:Все можно получить при последующих переговорах и условиях. У нас так заказывали пуасоны и прочее. При выявлении отклонение ребята все переделывали и расходились оба довольными. Главное правильно изначально поставить цели. Но конечно было пару раз что заказывали одно в итоге приходило с косяками... кароче люди просто возвращали деньги или не получали. Все просто. По выбору оборудования не подскажу, сам плаваю. Ищет из расчета потребностей + планов на развитие как минимум.
Все можно, только в хз какие сроки, а может и не ТО, а может " ты подожди пол годика ", а может "ой, у меня не получилось". И все эти может сливаются в одну - "не может". Короче элементарный набор станков надо иметь под рукой, а дорогостоящие чпу фрезерный центр и эрозия должны работать в три смены чтоб нормально окупаться. И тут вопрос не в том, что предприятие не может себе позволить чпу, а в том, что он ему нах не надо, чтоб его включали раз в неделю ободрать заготовку. Я ж говорю, что я знаю, ЧТО мне конкретно надо, но какой модели -хз.
0 -
1 час назад, NSX сказал:Как не крути, а в инструменталке да и по пресс формам нужен чпу, посмотри видео в ютюбе про инструментальный цех, там человек переехал в Америку и подымает деньги. Ну или же рассматривай вариант изготовления на стороне определенных деталлей или доводке, по деньгам может и ударит но в конечном итоге может и проще будет, хотя накоадывается тогда много разных факторов типа человеческго и много го чего так и не предугадать.
Пока что чпу мне не актуален. Скорее нужна Электроэрозия, но денег на нее нет, да и загрузить нечем. Инструментальный цех канал я пересмотрел. В данный момент мне нужно изготавливать вырубные матрицы и простые гибочные матрицы /Пуансоны. Поэтому и фрезерный нужен без автоматики.
А редкие задачи по эрозии и чпу фрезеровки можно поручить подрядчику.
Есть советы по выбору фрещерного?
0 -
20 минут назад, aegis сказал:Вам может нужно большой фрезер чпу... он решит многие проблемы, которые вы на расточном и ручном фрезере не сделаете
1. Советский Чпу даст точность координатно расточного класса В?
2. Под простые операции писать программу надо, а зачем программа, чтоб ободрать заготовку?
3. Цена и возня с электроникой, а её придется менять и сервоприводы и стойку, это время, деньги и геморрой.
Пока что не нужен чпу.
Если чпу, то микрон вф2, но их фиг сыщешь,да и пока не надо
0 -
Привет!
помогите, пожалуйста, с выбором. Знаю ЧЕГО хочу, не знаю КАКОЙ фрезерный выбрать.
Нужен фрезерный в инструментальный цех штампов и пресс форм для следующих целей:
1. фрезеровка габаритов и плоскостей блоков штампов, пресс форм, матриц, пуансонодержателей, съемников. Работа скоростной фрезой тарельчатого типа, а это немалый съем за один проход, нужна высокая жесткость станины. Склоняюсь к консольным, универсальным фрезерным.
2. фрезеровка гибочных матриц и пуансонов. нужна быстрая переналадка, а это наклонная голова.
3. Рабочая поверхность и рабочий ход. Фрезерный будет трудится в компании с координатно-расточным типа 2а440 или 2а450 (и их аналоги по габаритам, еще точно не выбрали подходящую модель). Блоки размеров 500х300мм сейчас, НО аппетиты растут, и габариты будут увеличиваться до 800х400 и т.д.
4. фрезеровка концевыми фрезами простых вырубных окон в матрицах с чистовой фрезеровкой на координатно-расточном, тоесть точности класса Н достаточно, хотя неплохо б иметь класса П.
5. конус под дешевую оснастку , которую можно свободно купить на рынке.
6. экзотику не предлагать, нужна распространенная модель фрезерного для которой не проблема найти запчасти.
как по мне, данные запросы очень сужают выбор (консольный, наклонная голова, универсальный), но я не фрезеровщик, и не знаю какой станок будет служить достойно, надежно и долго. Может я в чем-то ошибаюсь? подскажите! Не хочется год восстановлением заниматься, а взять рабочий стан, максимум перетрясти ящик управления.
спасибо!
 0
0 -
3 часа назад, R2M2 сказал:Из х12мф и ХВГ все же будут получше. 9хс- развертки, зенкера и всякое такое.
х12мф есть аналог американской стали по AISI классификации D2 (или наоборот). Ее очень полюбили любители делать ножики как раз за более высокую износостойкость по сравнению с инструментальными углеродками вроде У10, У12 и прочими. Граверам раньше нравилась шх15 для изготовления клиночков штихелей, так как она дает довольно мелкое зерно, хорошо закаливается и шлифуется, что важно для тонкой доводки режущей кромки.
Ну ХВГ просто штамповая классика.
Ну, ясен-красен, что получше х12мф и т.д., но когда тебе нужна простая, но металлоемкая гибка - здравствуй, старая дешевая углеродка. Для алюминия так же катит она. Все от задач, бюджета, наличия. За кусочком штамповой гонять для пуансона м4 никому не надо. Что есть под рукой
0 -
1 час назад, Giziz сказал:Да планирую мачем, в бесплатном доступе только она имеется. Контроллер будем делать сами, и ТНС тоже планировали сами, во благо есть рядом понимающие в этом люди(по крайней мере на это надеюсь
 ). А вот насчет помех, я так понимаю это от китайского производства такая фигня? У нас на работе гиппертерм 85 стоит, но он далеко от контроллера и компа они у нас в отдельном помещении(будка из осб), примерно метров 5, а сам плазморез не далеко от стола, помех 0. Управляет плазморезчик с помощью без проводного джойстика, планирую также. И кроме помех у Вас к этому источнику претензий нету? Тоже смотрю на рукав прямой р80 польского производства, есть даже с водяным охлаждением.
). А вот насчет помех, я так понимаю это от китайского производства такая фигня? У нас на работе гиппертерм 85 стоит, но он далеко от контроллера и компа они у нас в отдельном помещении(будка из осб), примерно метров 5, а сам плазморез не далеко от стола, помех 0. Управляет плазморезчик с помощью без проводного джойстика, планирую также. И кроме помех у Вас к этому источнику претензий нету? Тоже смотрю на рукав прямой р80 польского производства, есть даже с водяным охлаждением.
Аппарат бесконтактного поджига? С осцилятором? Он дает бешеные помехи. Почитайте об этом. Я давно подзабил и не разбирался.
Контроллер самопальный тоже.
За jasic по качеству не скажу, сравнить не с чем, Гипертермом не работал. Но он не ломался, хотя работал немного.
Перед тем как брать аппарат, почитайте про помехи. Это самая главная проблема, с которой вы столкнетесь. Держите в курсе, интересно.
0 -
5 часов назад, Giziz сказал:Вот я как потребитель и постоянный покупатель и чувствую что что то тут не то, слишком все привлекательно (как МММ)
. А вот насчет Jasic только вчера услышал, может кто пользует....
О! Коллега. Сколько копий сломано. Пару лет назад купил jasic cut70 к нему горелку р80 прямую. Стол собрать это пол беды, а вот спастись от помех бесконтактного поджига. Короче, история долгая, с бубном плясали, контроллер меняли, пали контроллер с опторазвязками, заземляли, кабеля экранировали, драйвера двигателей подбирали и еще куча и куча всего. От помех отрубается и висит все: материнка, клава, экран, контроллер. Цена на рынке не с проста такая. Управлять через мак3 будете?
Потом у вас возникнет вопрос в тнс. Это вообще отдельная тема.
0












в Листова обробка (вигін)
Опубліковано:
Дивлюсь і не розумію : як вони можуть розвантажити шток від навантаження?. направлення- так. Але все навантаження іде на шток